–
Mise à jour : 18/08/2019 : L’équipe RedOhm vous présente le Cobot Oryon.Le robot collaboratif ou cobot est un robot permettant de ne pas avoir de cage de sécurité autour de lui. Donc de pouvoir s’approcher du robot en toute sécurité.

 Robot Nestor – Version 1.00 Dossier pour la construction du robot
Robot Nestor – Version 1.00 Dossier pour la construction du robot
Mise à jour : 13/01/2019 : L’équipe RedOhm vous présente le robot Nestor. Ce nouveau compagnon est prévu surtout pour être un robot de compagnie.

Cablage de la base mobile de chez DFRobot dans la premiere version – RedOhm –
.
![]()
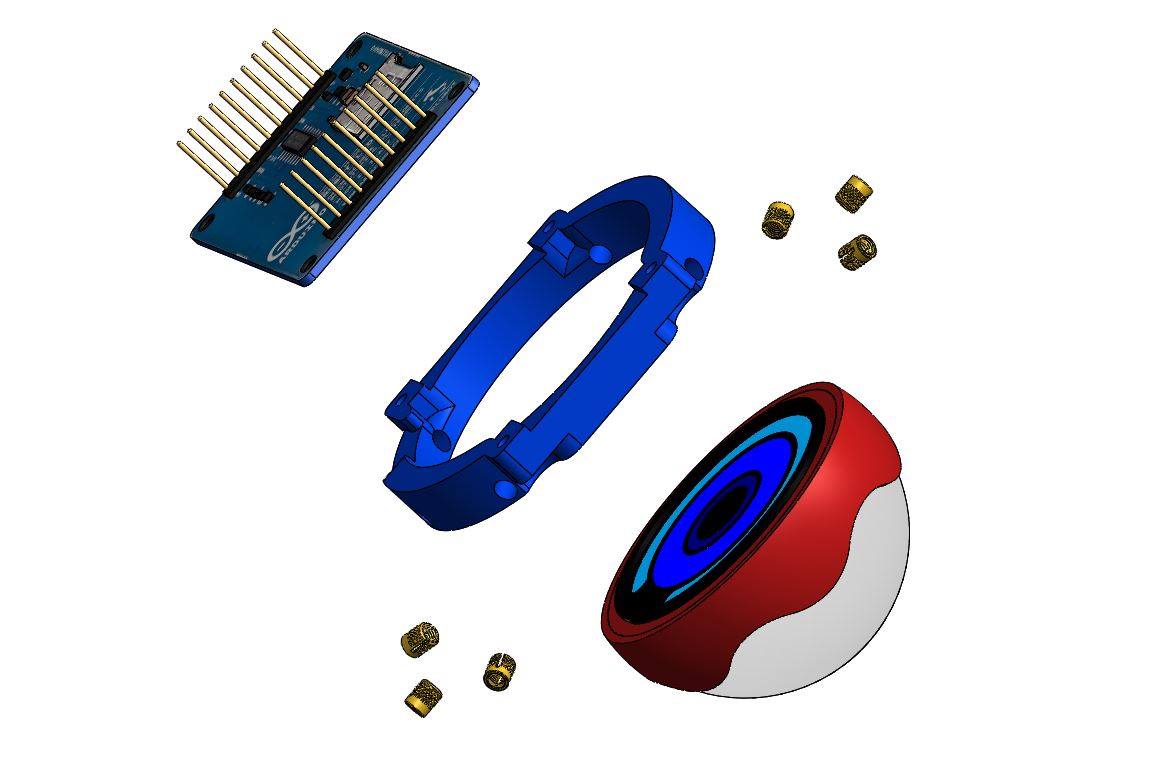
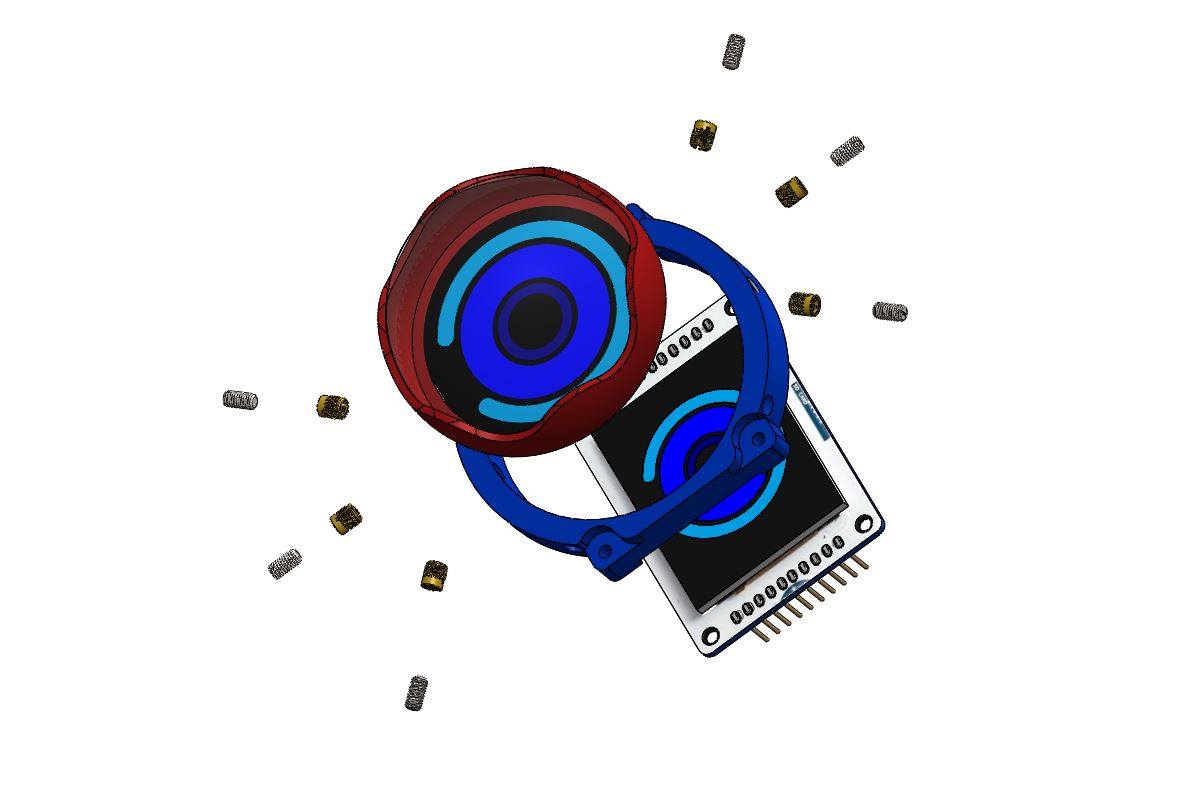
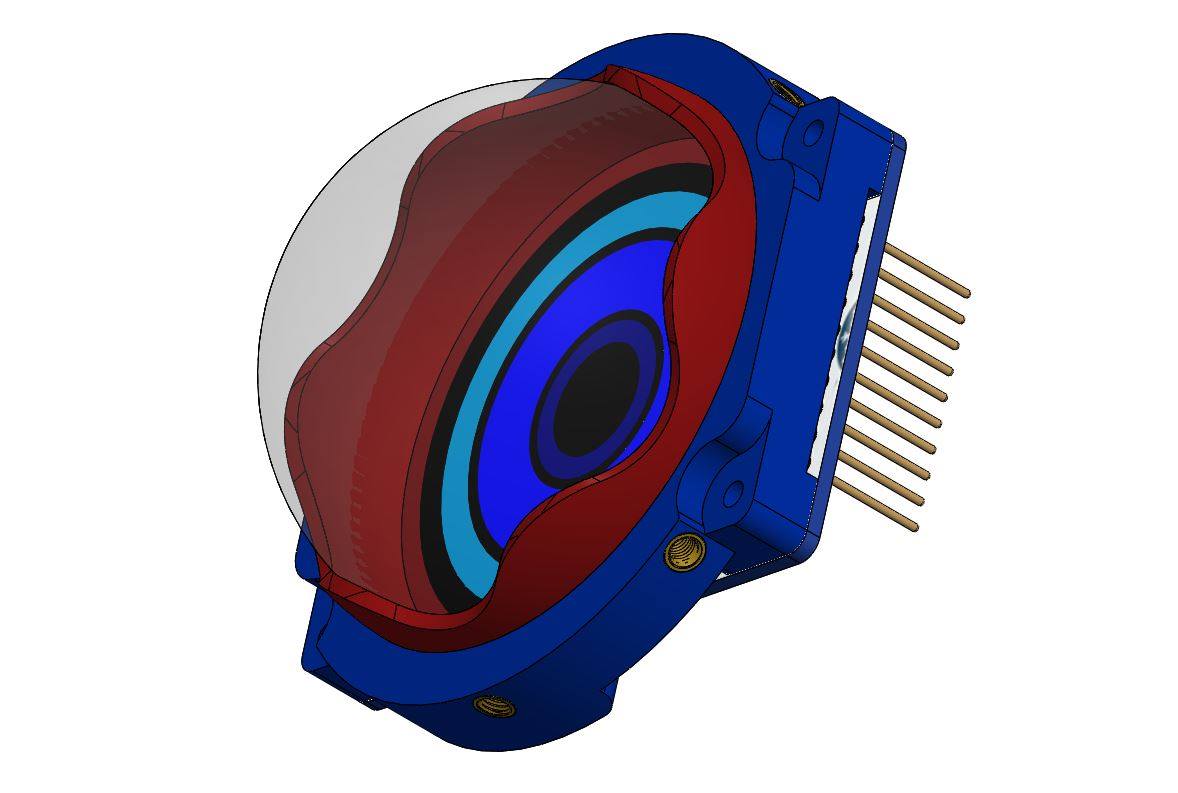
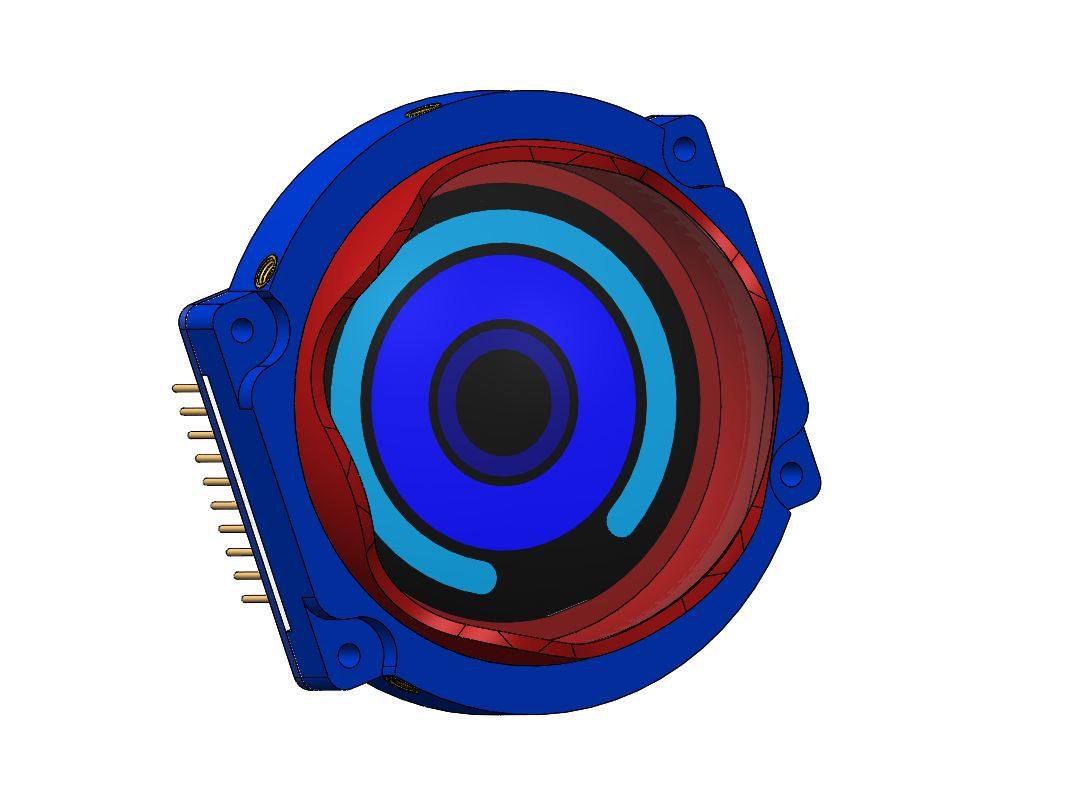
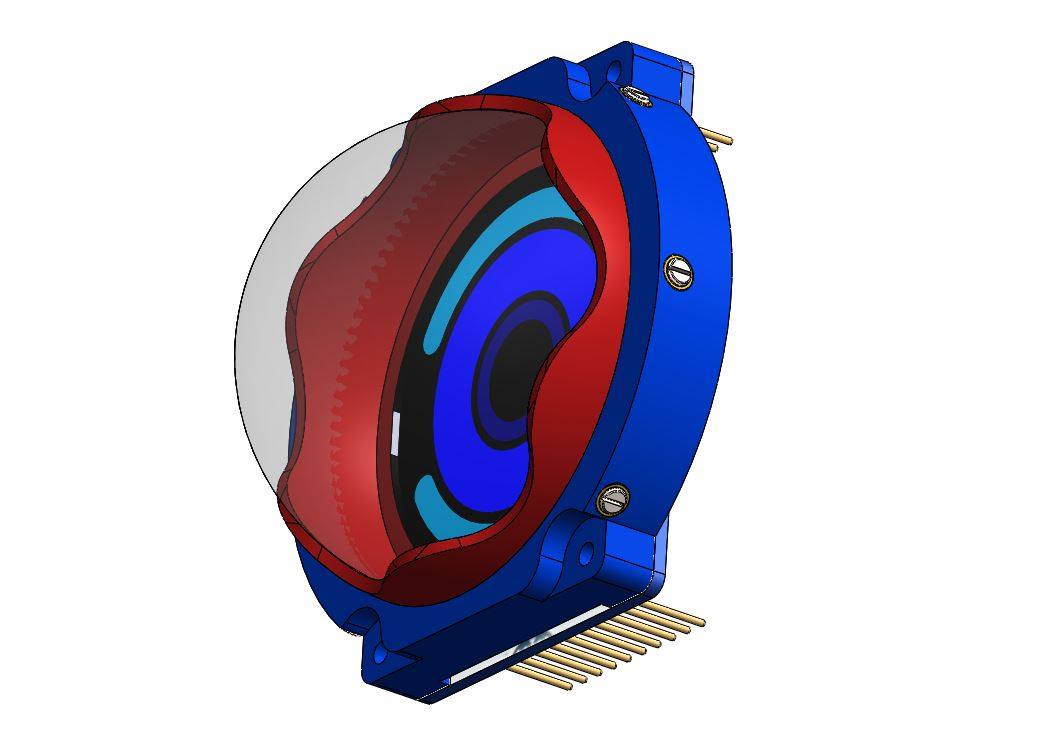
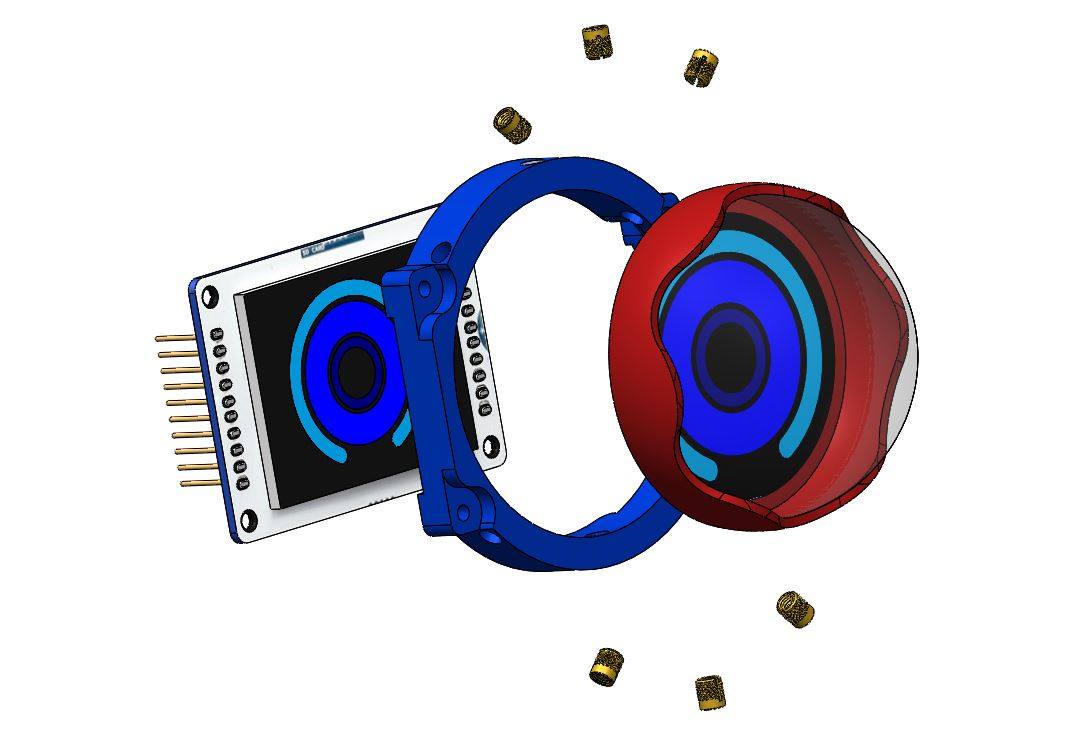
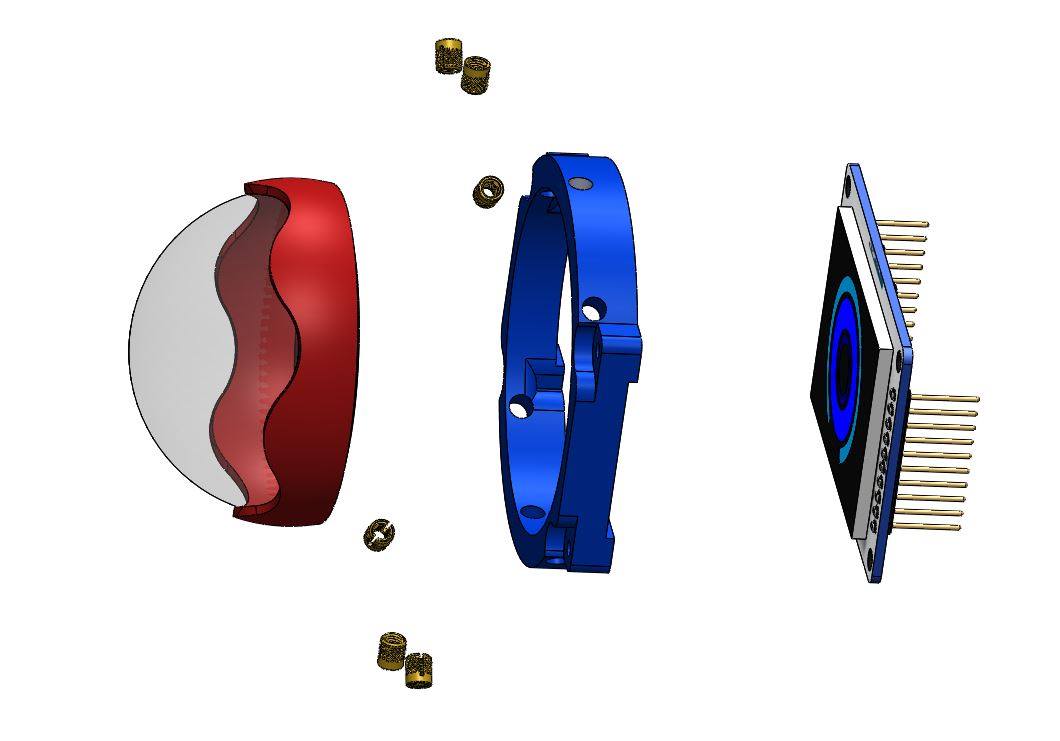
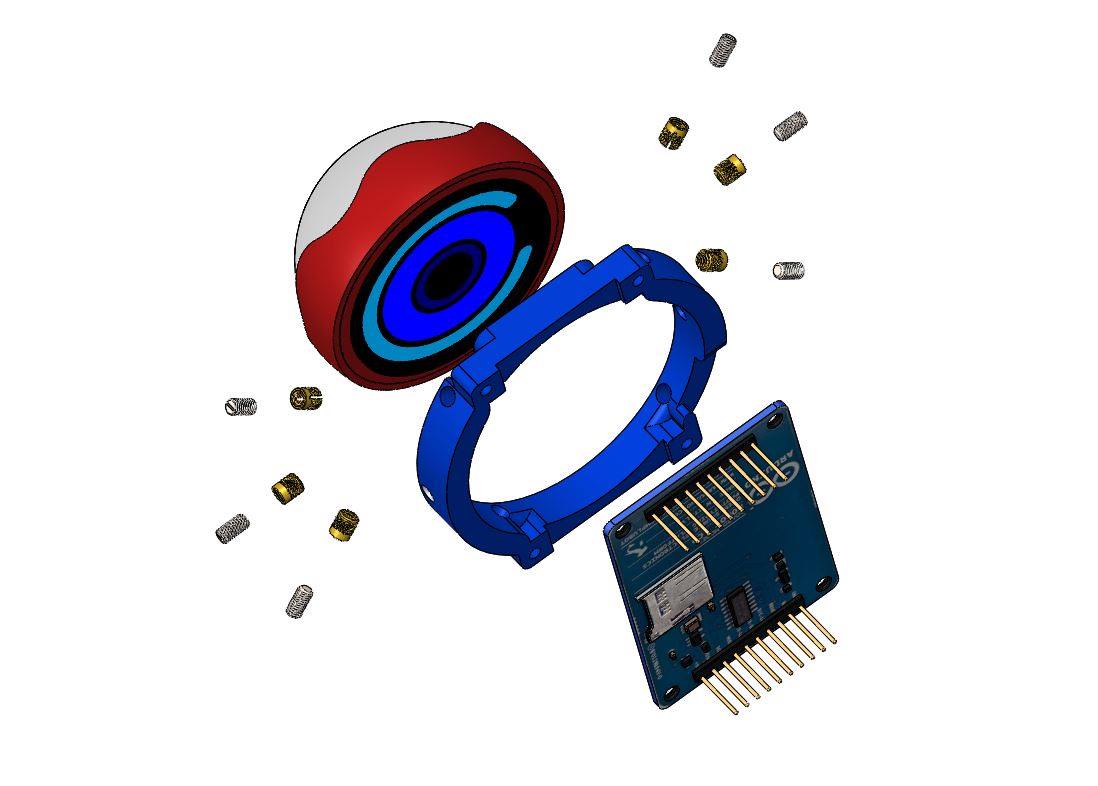
21/03/2018 : Etude du montage des yeux |
Étude du regard du robot Nestor. Nous allons nous attarder sur la construction de l’œil. Vous remarquerez que nous avons réutilisé pour les yeux les écrans LCD de chez Arduino référence A0000096. Ensuite sur ses écrans LCD nous avons prévu de poser une loupe afin d’augmenter l’intensité du regard
.
![]()
22/03/2018 : Etude de la tête premier pas |
Eclatée de la tête de Nestor – RedOhm –
.
![]()
27/03/2018 :Explication du mode de construction du robot Nestor |
.
![]()
18/07/2018 : Impression du visage de Nestor |
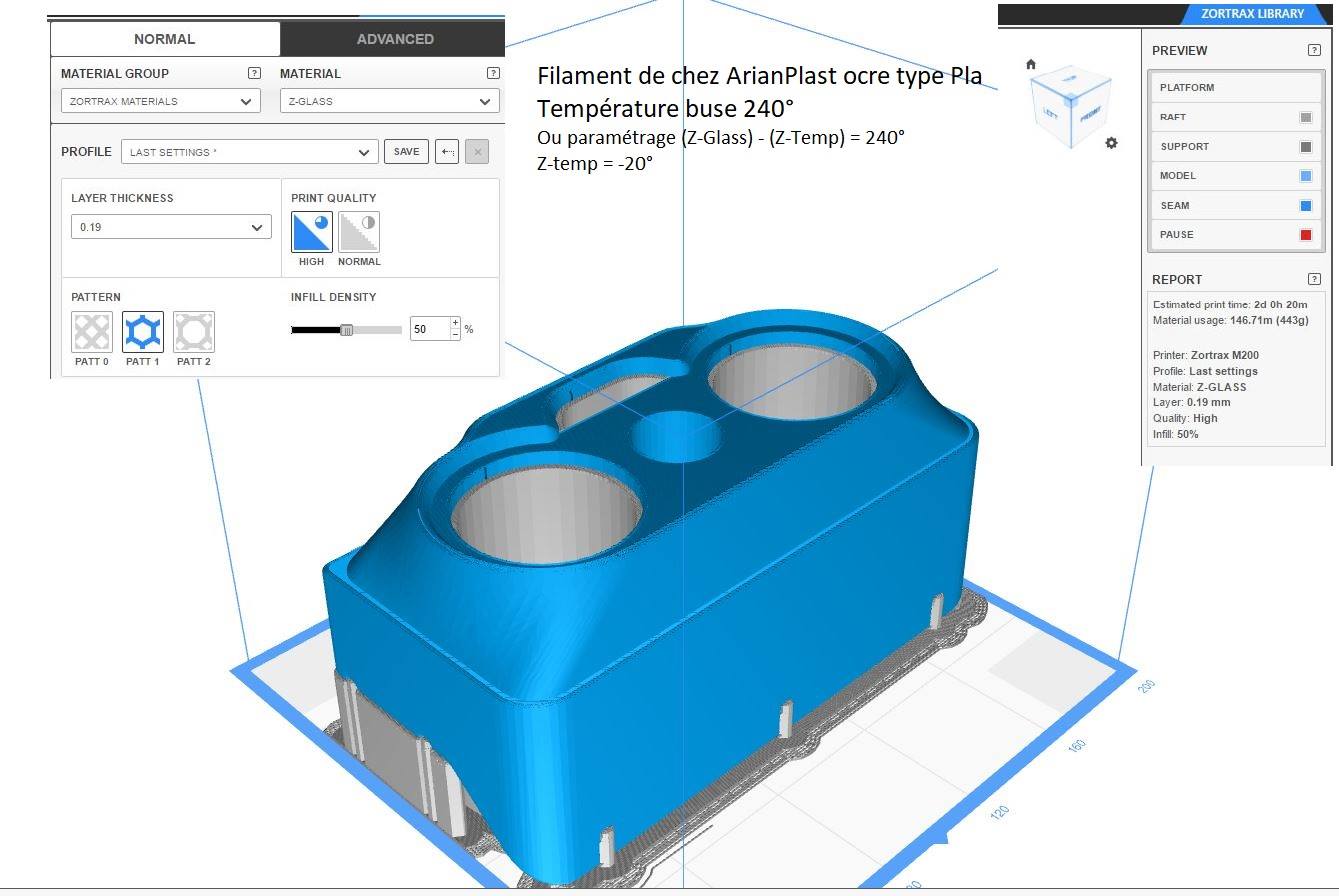
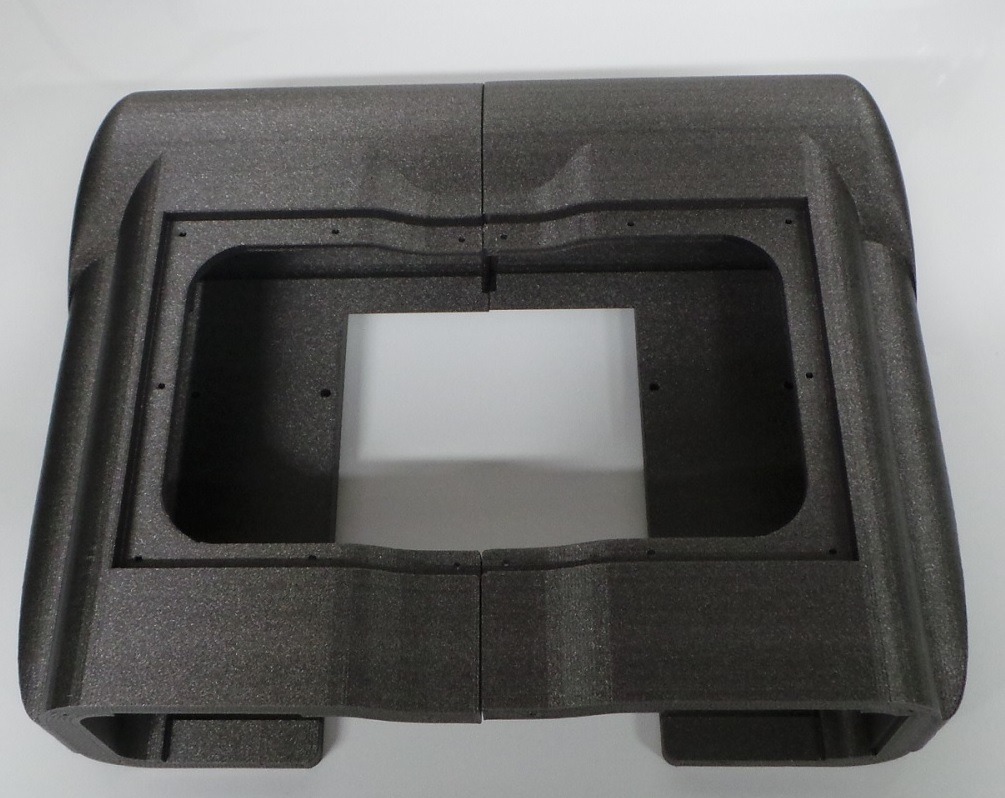
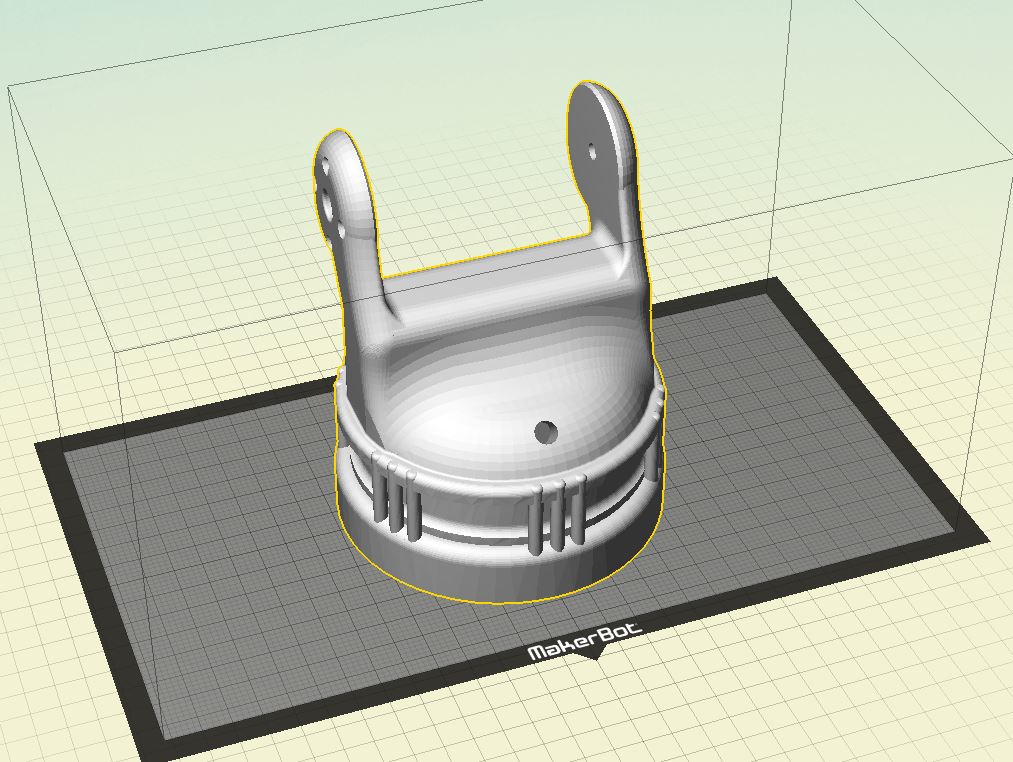
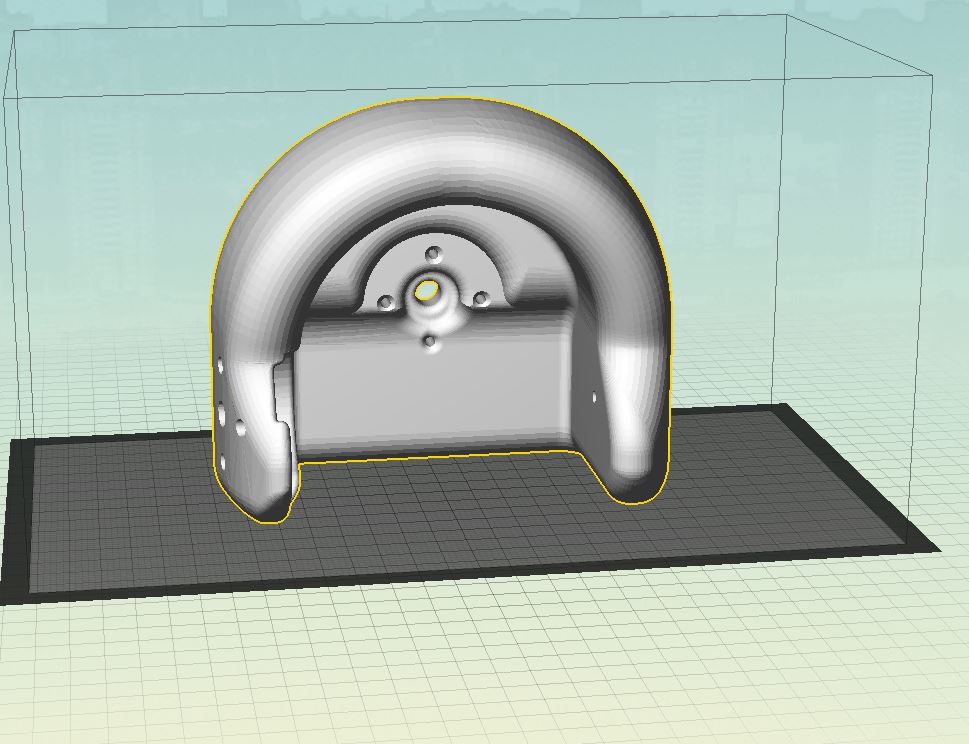
Aujourd’hui , nous sommes passé à l’impression du visage du robot Nestor. L’opération d’impression de la tête n’a pas de difficultés particulières en soi, vous trouverez d’ailleurs sur la figure 1 les différents paramètres pour régler votre imprimante, en revanche le gros du travail vient du nettoyage des supports internes du visage. Nous avons dû couper l’intégralité des supports à la pince coupante puis ensuite nous avons chassé à l’aide d’un ciseau à bois les différents supports externes, ce qui donne un excellent résultat. Vous pourrez remarquer aussi que vous avez quelques photos des ouïes d’aération de la tête de Nestor, là aussi je dirais aucune difficulté particulière ni pour l’impression et encore moins pour enlever les supports. Sur les photos ,on peut distinguer que nous avons inséré des inserts pour la fixation de la carte Arduino.

Robot Nestor le visage en impression 3D – RedOhm –
Diaporama intervalle de 10 secondes ou cliquez dessus 😆
Le visage du robot Nestor paramétres pour l’impression – RedOhm –
![]()
22/07/2018 : Montage du visage du robot Nestor |
![]()
26/07/2018 : Montage de la tête du robot Nestor |
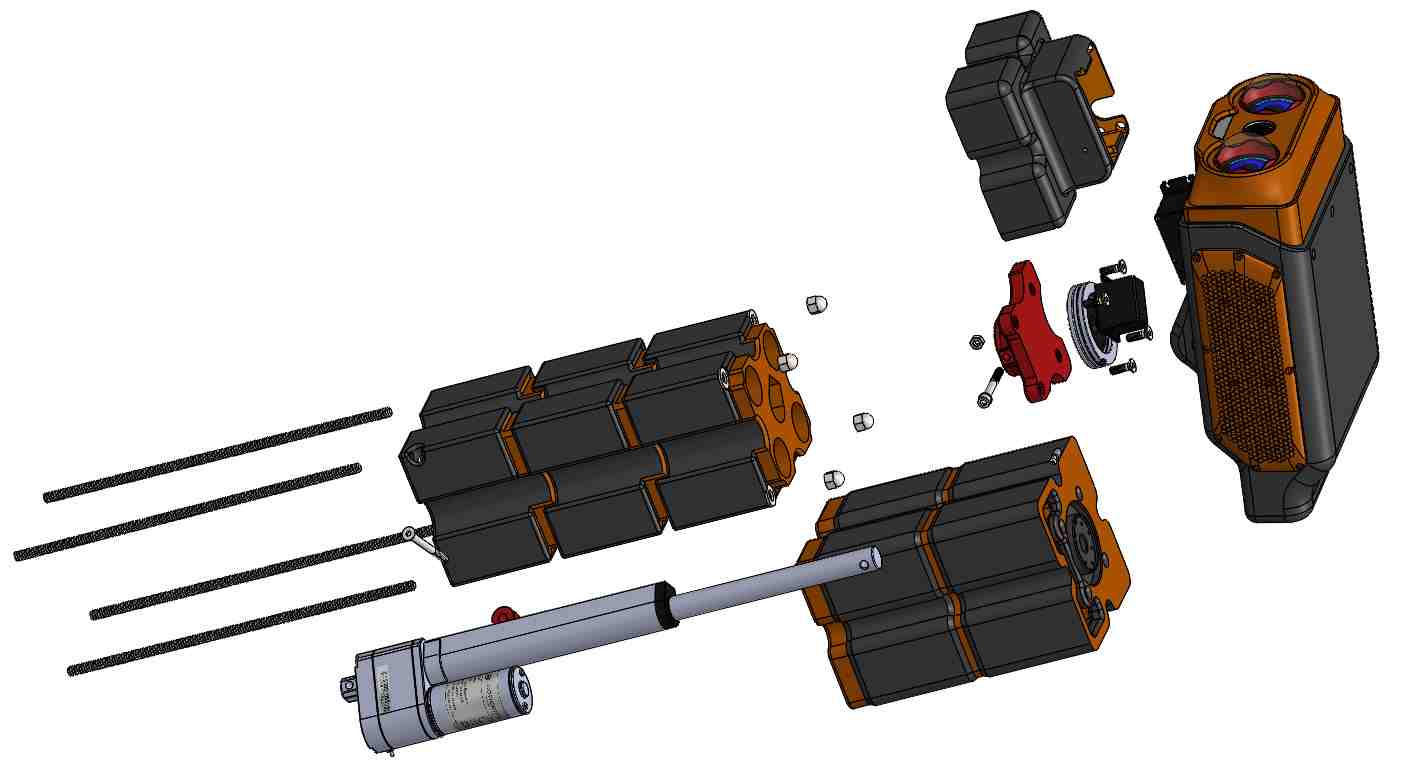
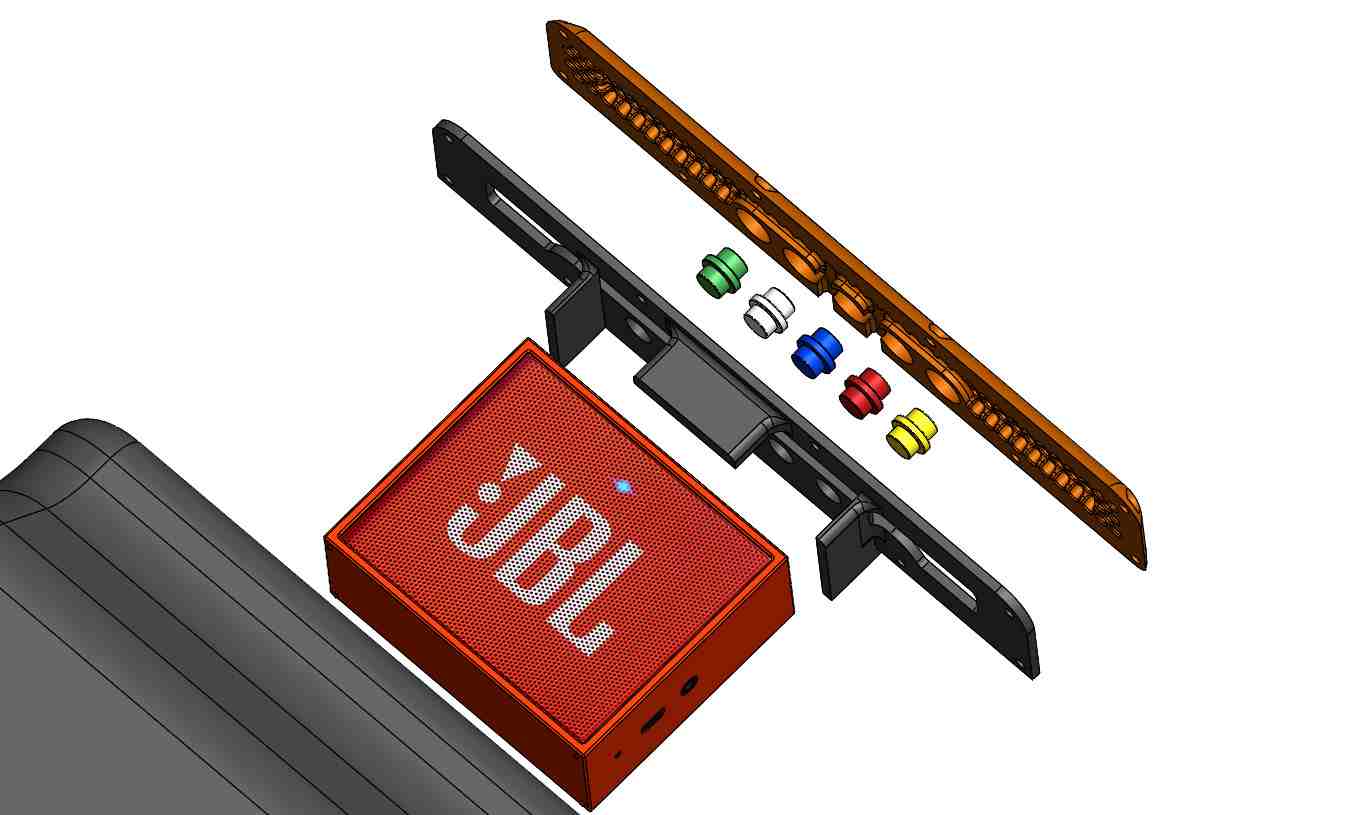
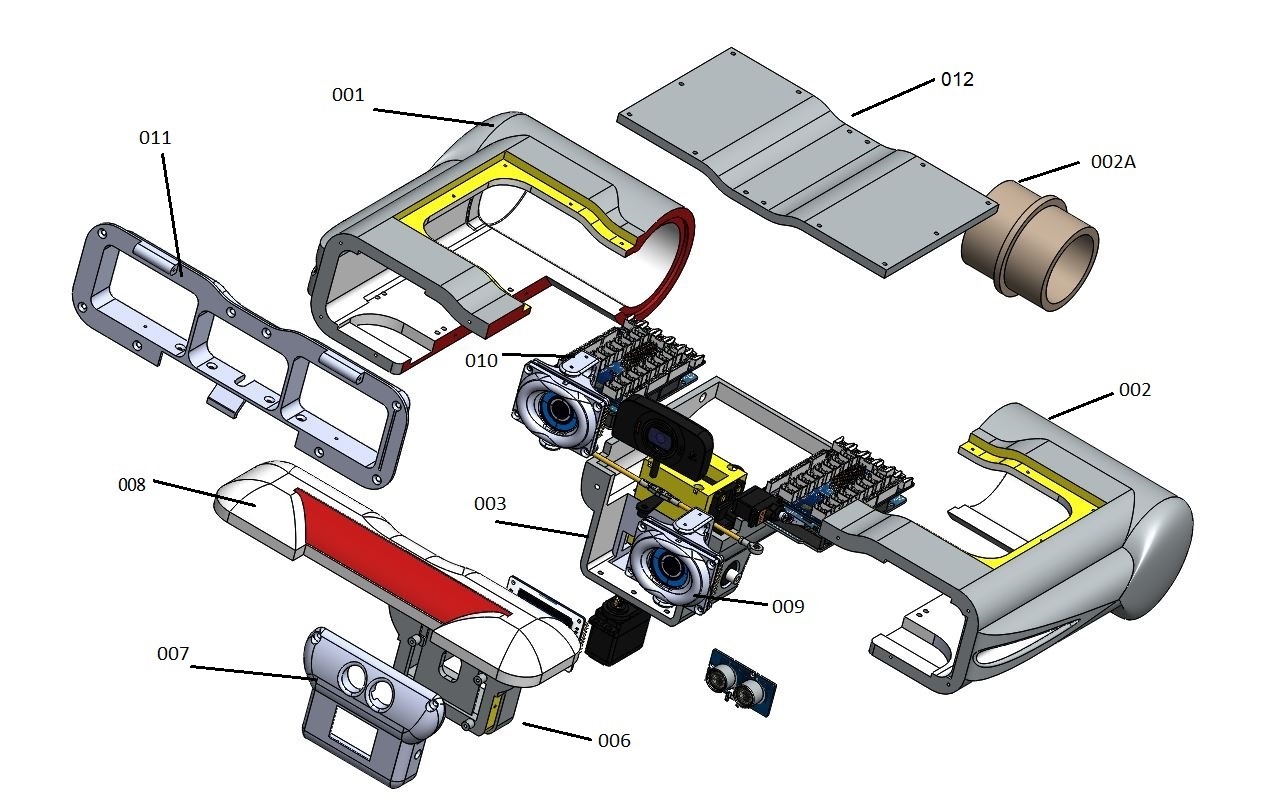
Nestor -> Eclatée de la tete de Nestor version du 26-07-2018 – 002
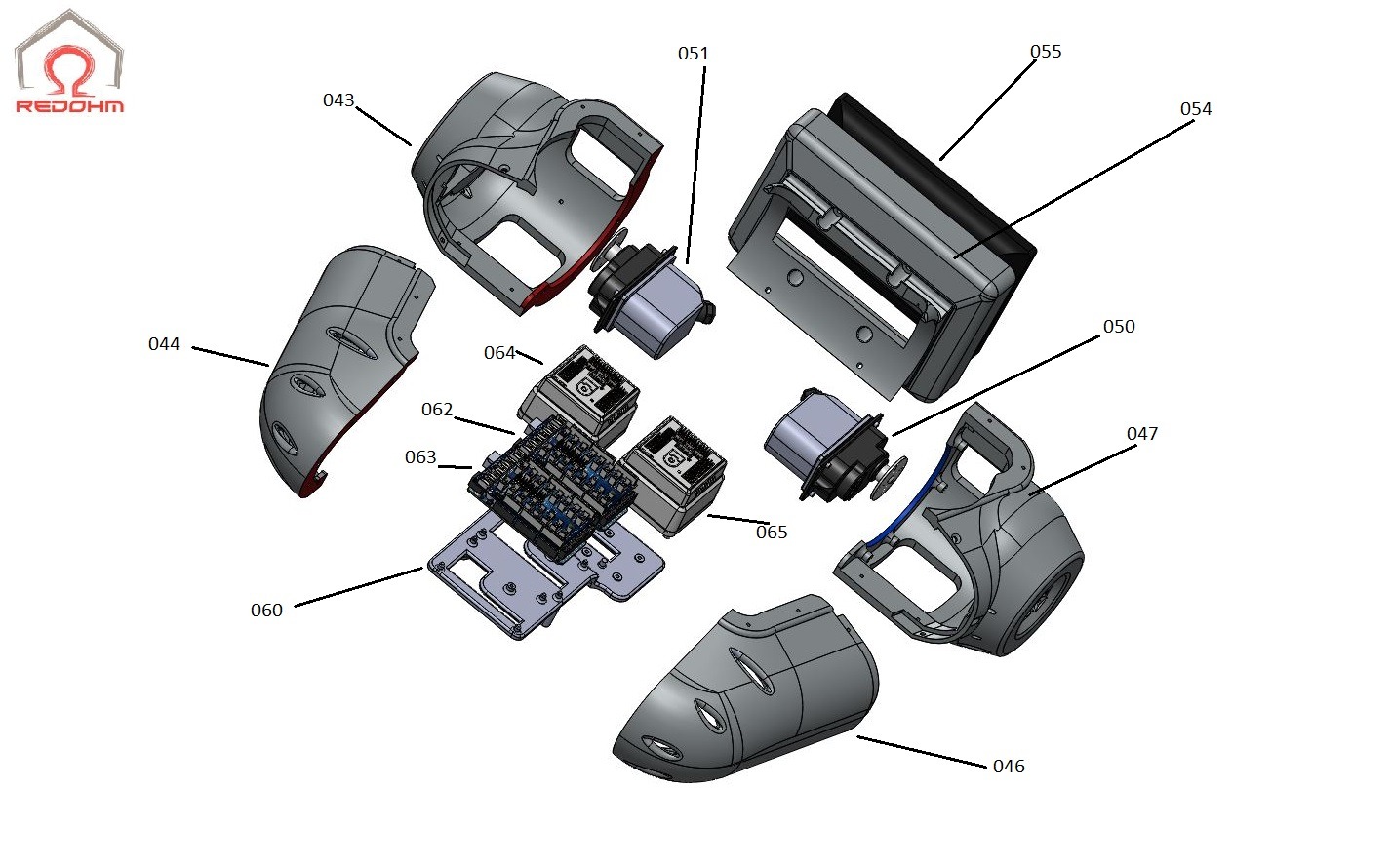
Voici un éclaté complet de la tête de Nestor. On peut remarquer que de chaque côté de la tête, nous avons des grilles d’aération , mais elles servent surtout à propager le son de la petite enceinte qui est là pour restituer la voix de Nestor. Cette enceinte se trouve à l’arrière de la boîte crânienne ceci afin de répartir le poids pour éviter une fatigue importante du servomoteur d’élévation de la tête. Pour avoir accès aux différentes commandes de l’enceinte ,nous avons créé un petit panneau avec cinq boutons. Sur ces mêmes grilles d’aération que nous avions évoqué au début du paragraphe un support de carte est présent sur chacune des grilles afin d’accueillir un Arduino méga pour l’œil droit ou de l’œil gauche ainsi que pour le fonctionnement de la bouche.
![]()
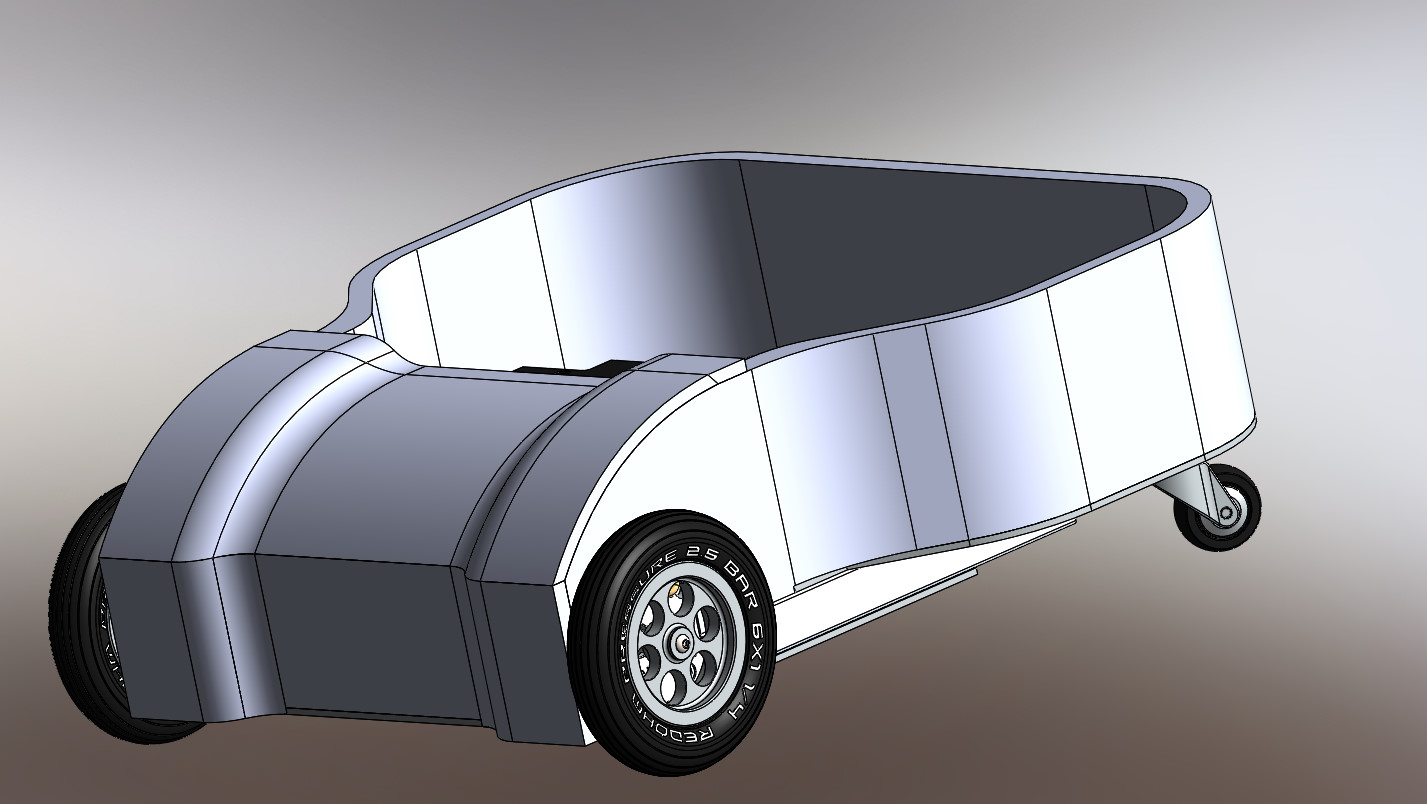
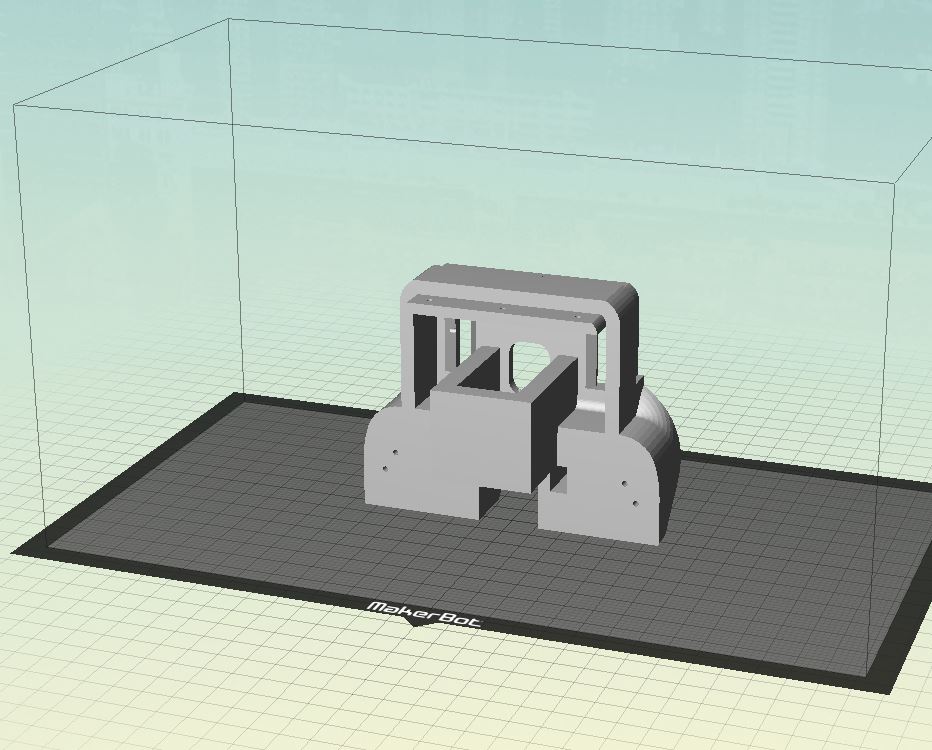
23/09/2018 : Etude du nouveau châssis du robot Nestor |
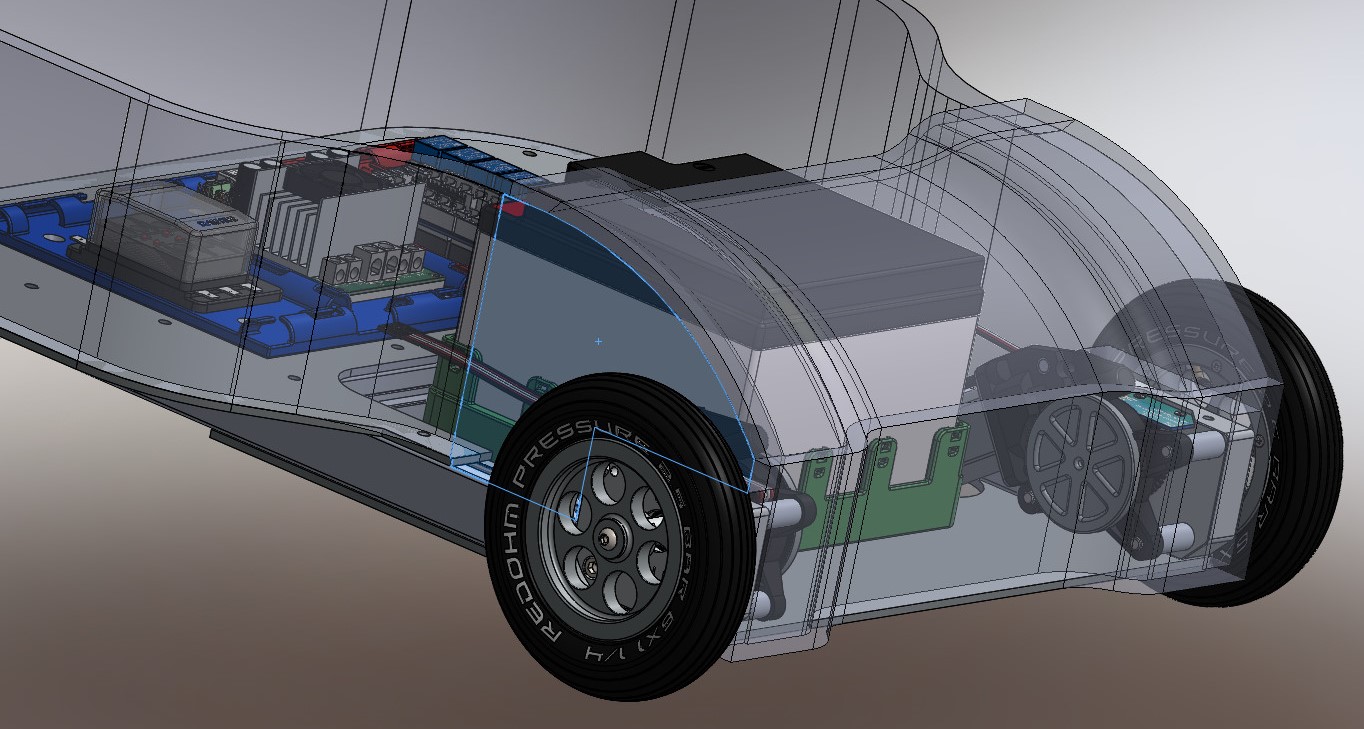
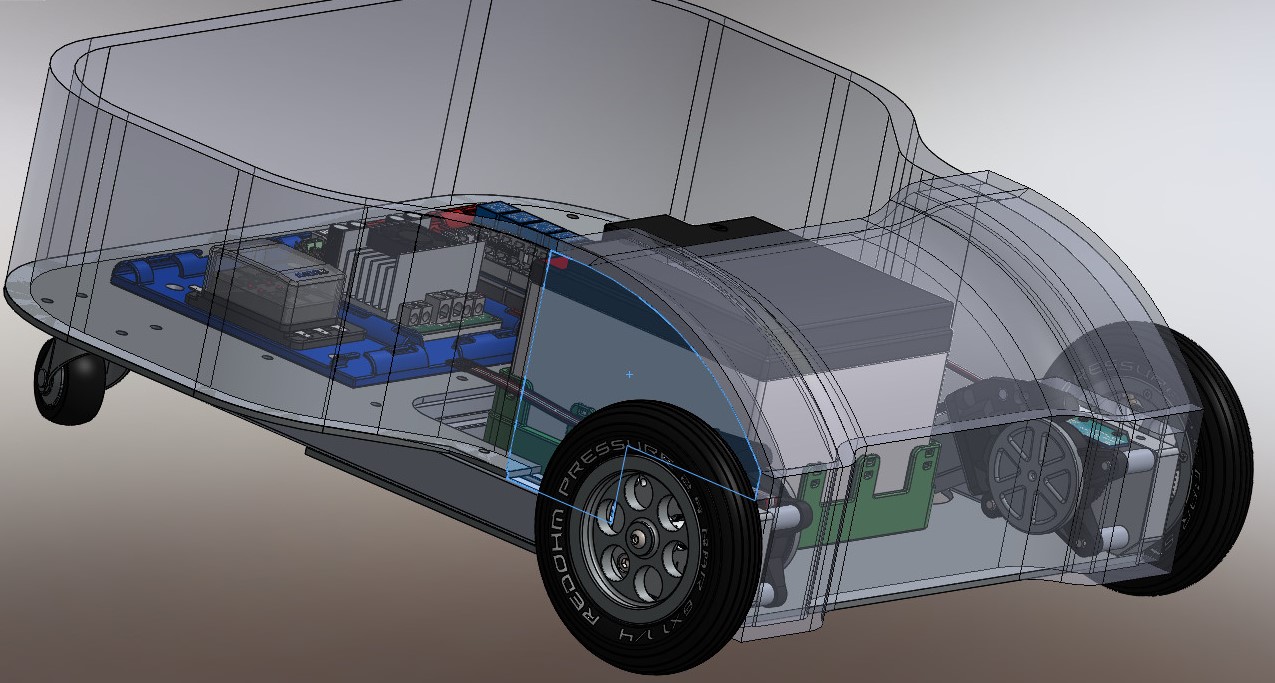
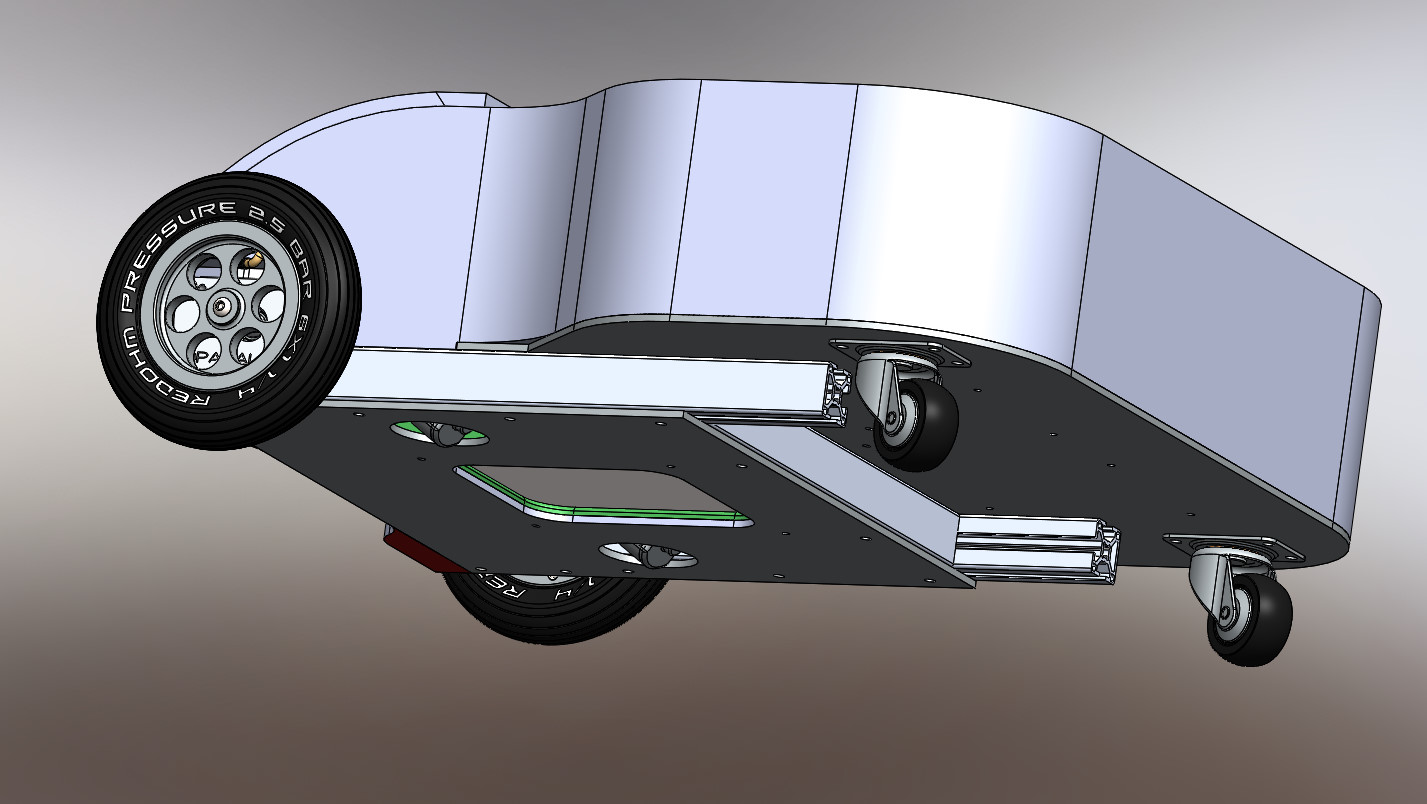
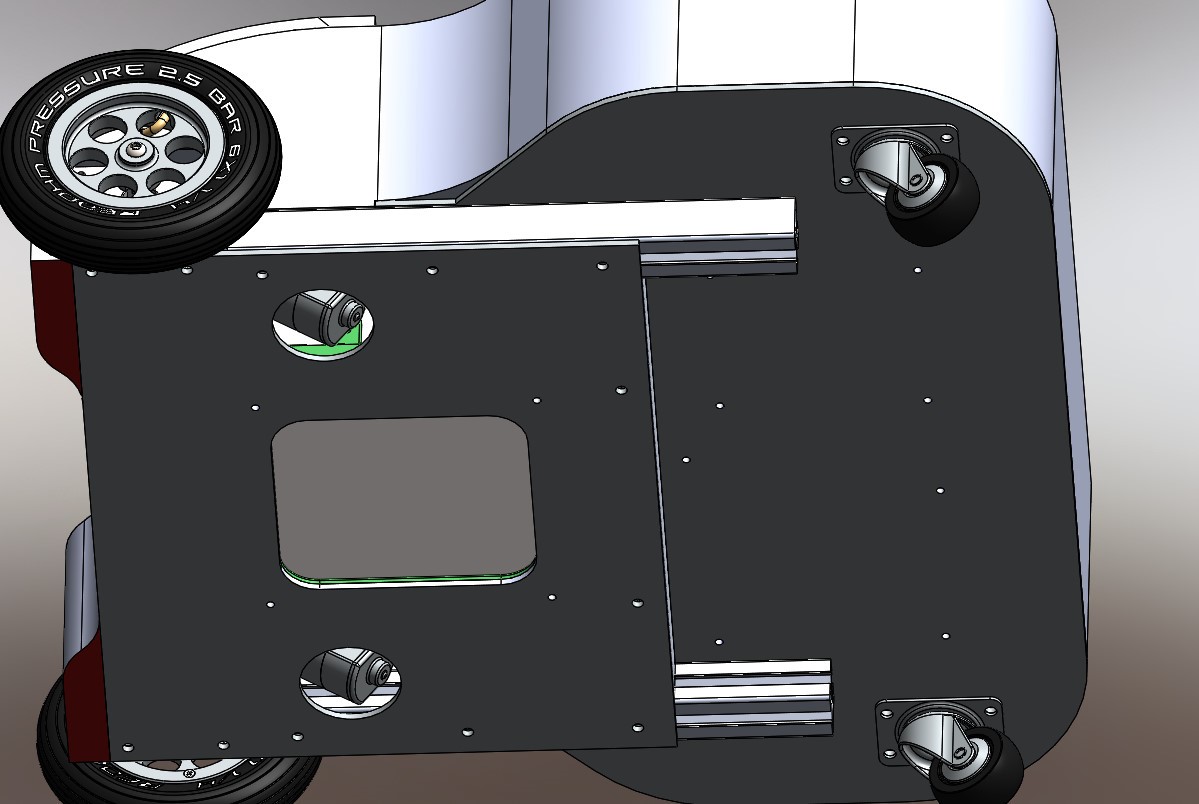
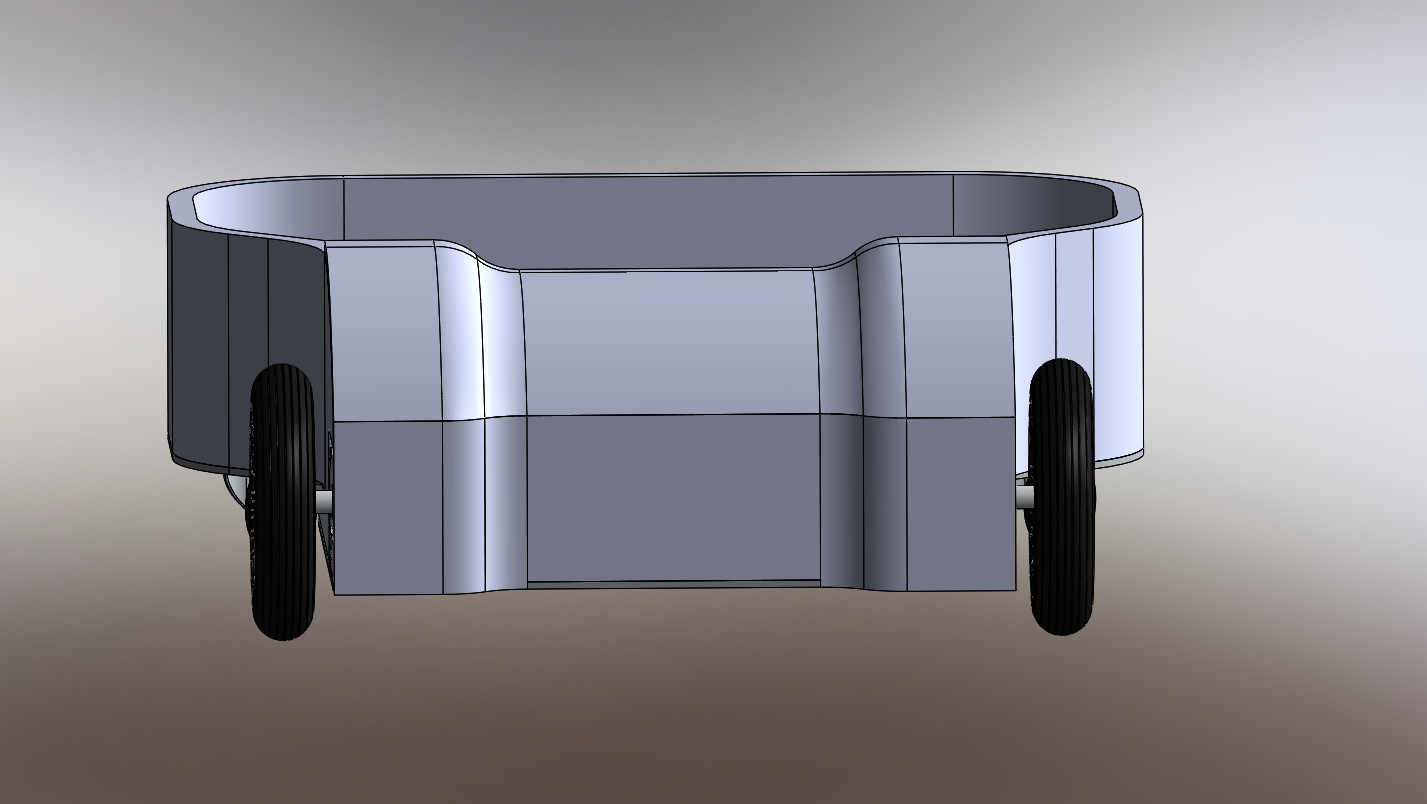
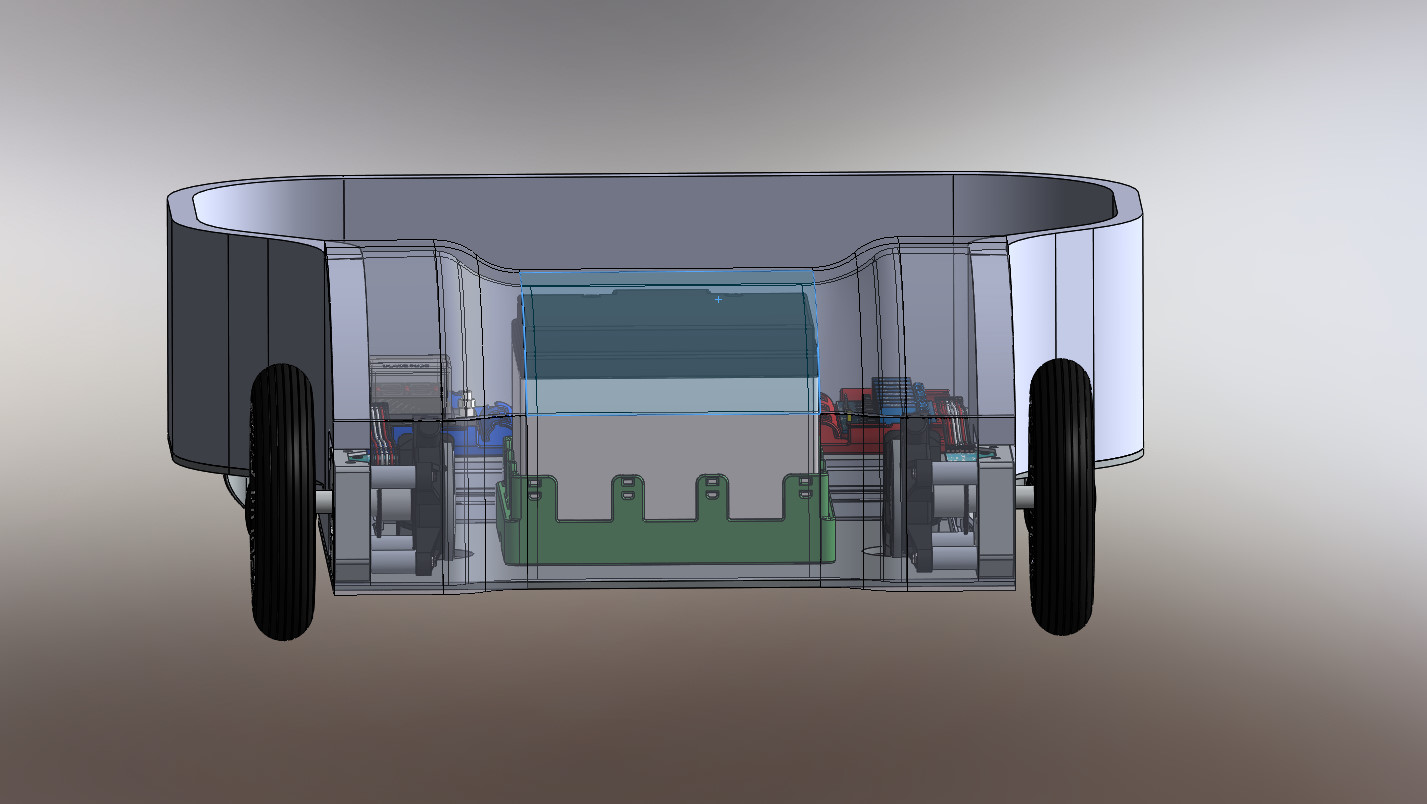
Suite aux différents essais que nous avons pu accomplir avec l’ancien châssis, nous sommes vite arrivés à la conclusion que nous étions limités en vitesse et en charge. Nous nous sommes donc fixés de nouvelles limites pour que notre robot puisse se déplacer dans de meilleures conditions. Nous avons porté notre dévolu sur un groupe moto réducteur de chez Parallax. Celui-ci répond bien mieux à notre nouveau cahier des charges puisque ce type de matériel est capable de déplacer 27 kg. Bien que cela soit beaucoup plus important, il nous faudra quand même faire des efforts pour gagner du poids.
Plus d’information sur le groupe moto-réducteur Parallax réference 28962
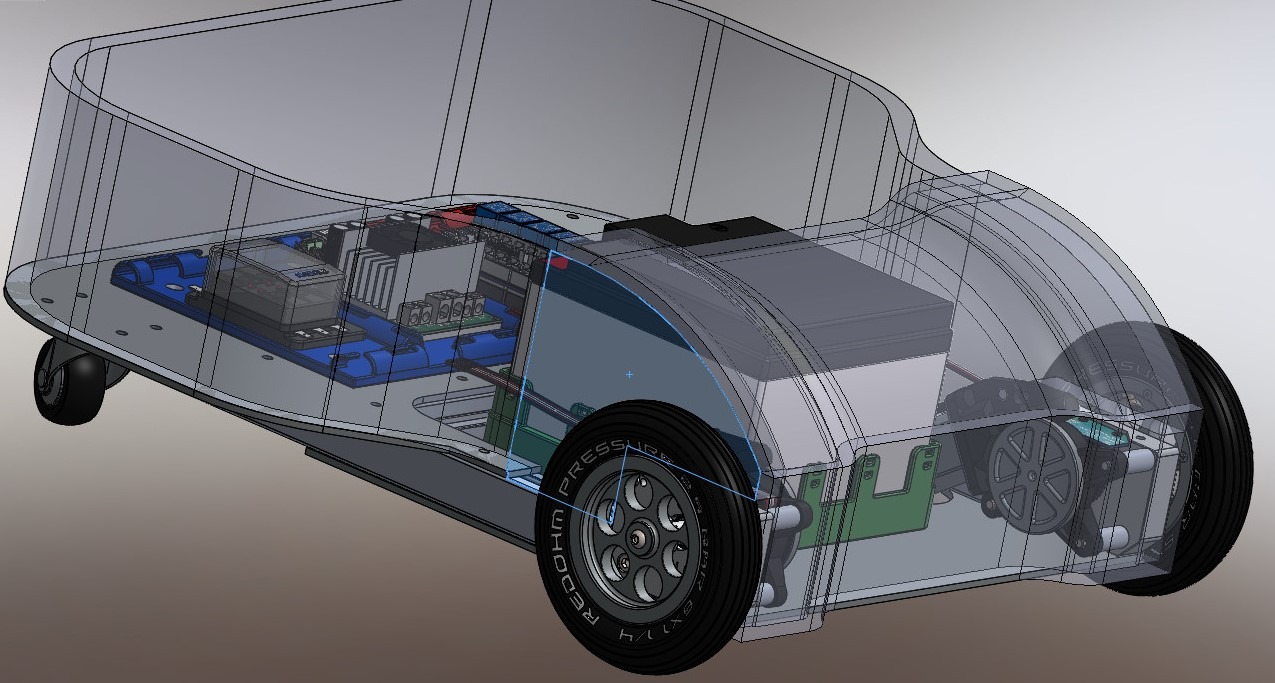
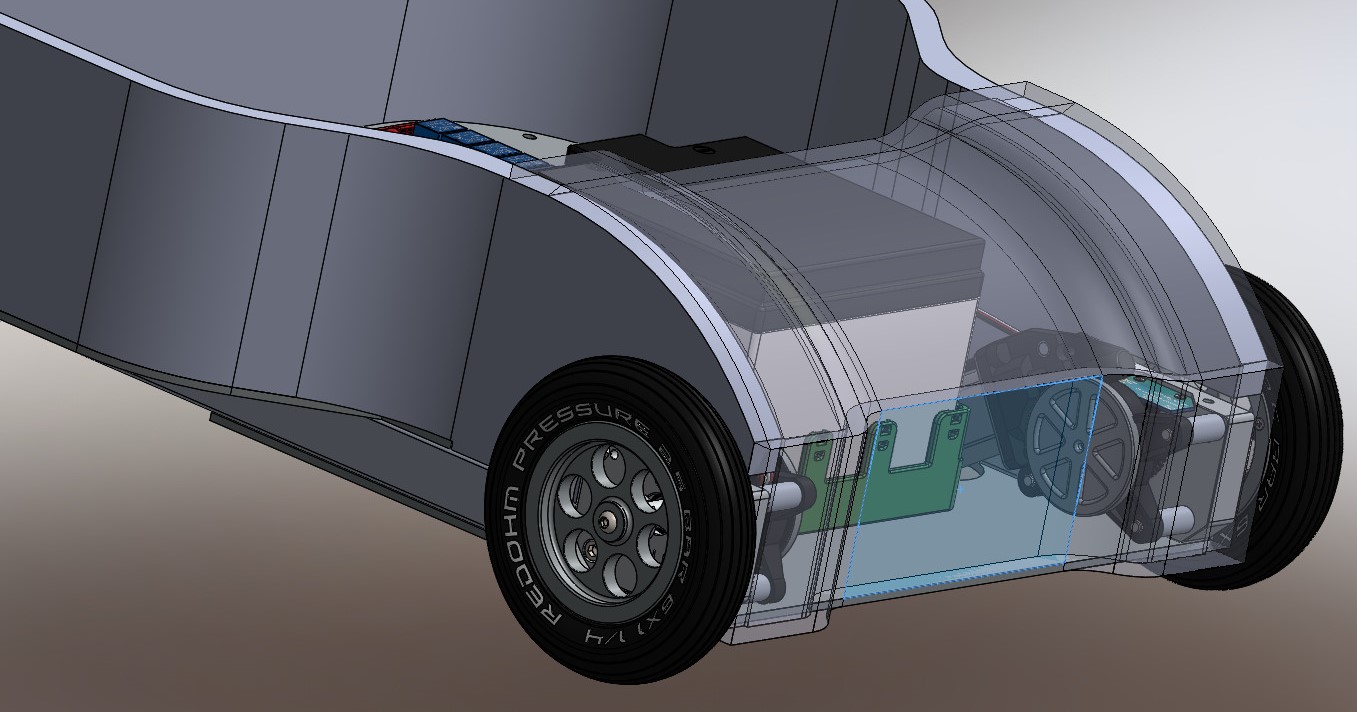
Il faut savoir que pour le moment, l’alimentation électrique est fournie par une batterie plomb qui est relativement lourde.Il est prévu ultérieurement de la remplacer par un autre type de batterie qui nous permettrait de gagner de façon significative plusieurs kilos (exemple batteries au lithium 12 V mais évidemment ce type de matériel est beaucoup plus onéreux) un petit point sur le reste du matériel.
Nouveau châssis pour le robot Nestor
![]()
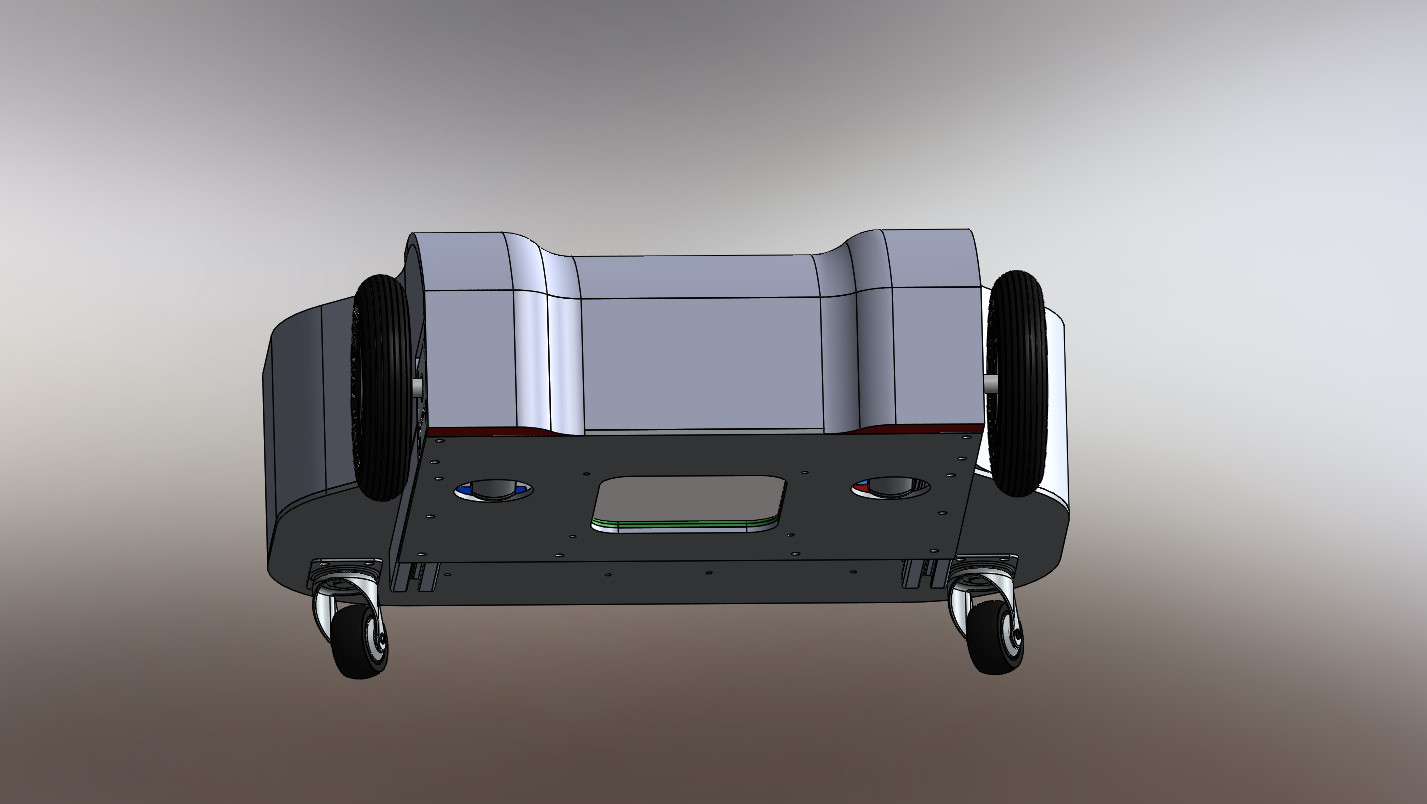
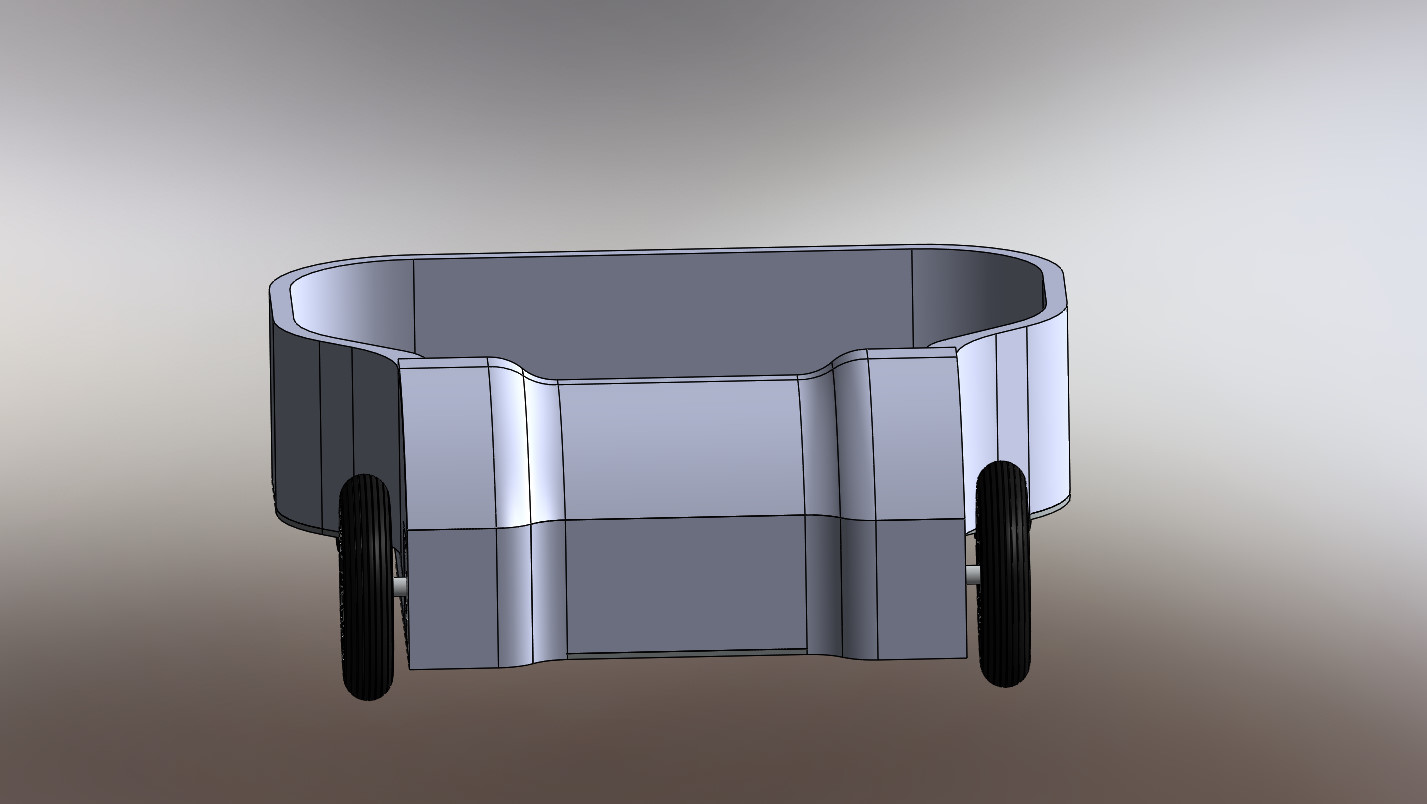
04/11/2018 : Etat d’avancement du châssis de Nestor |

Robot Nestor . Le chassis
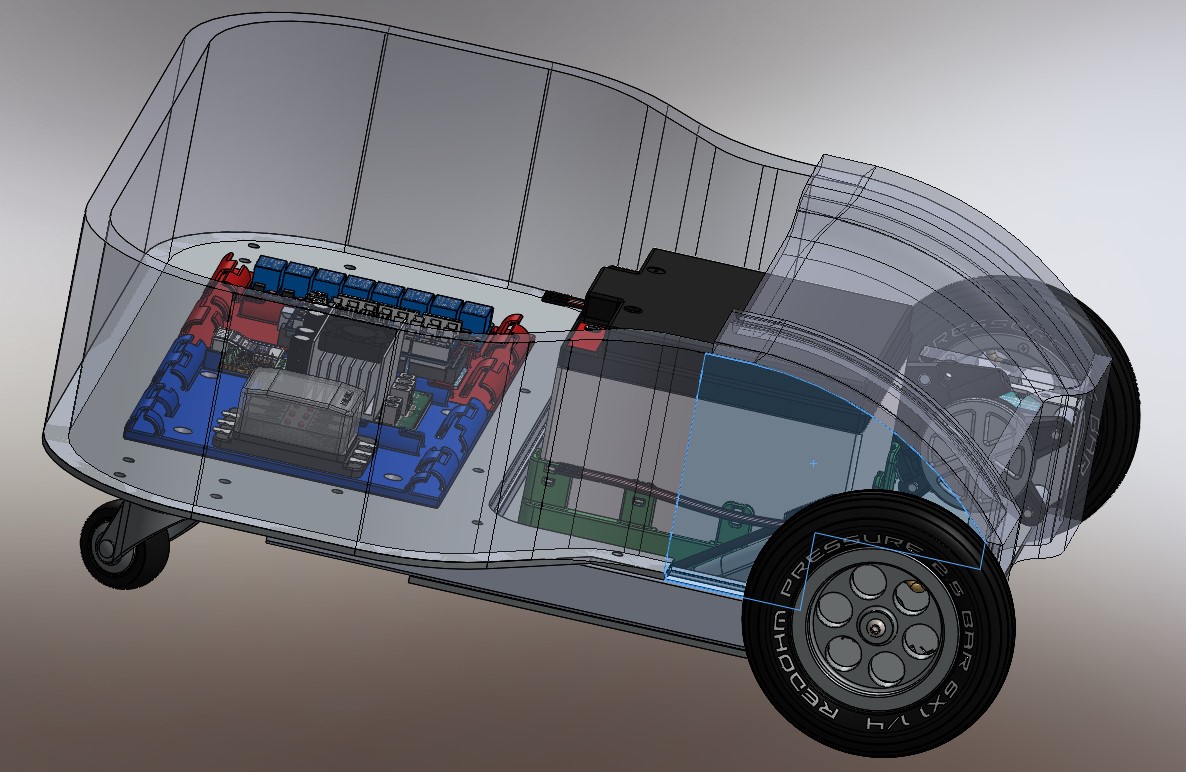
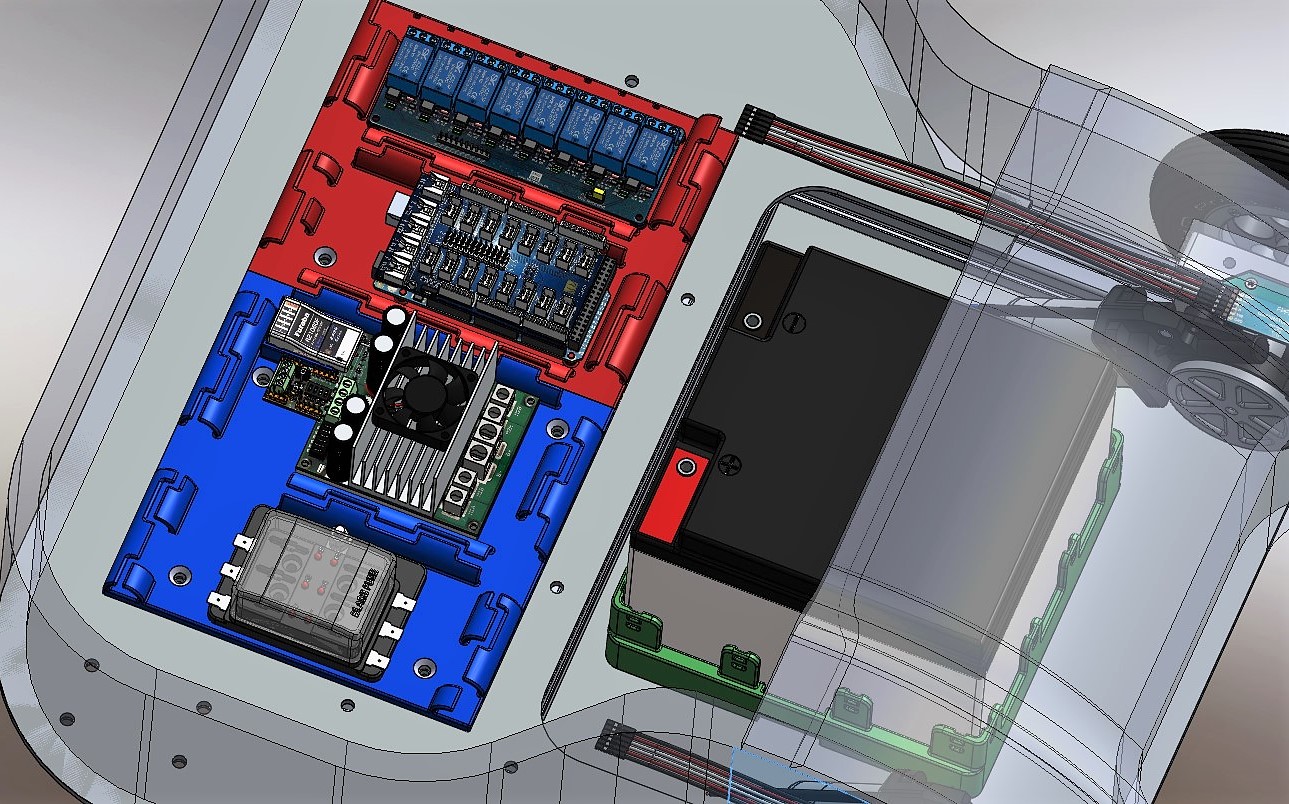
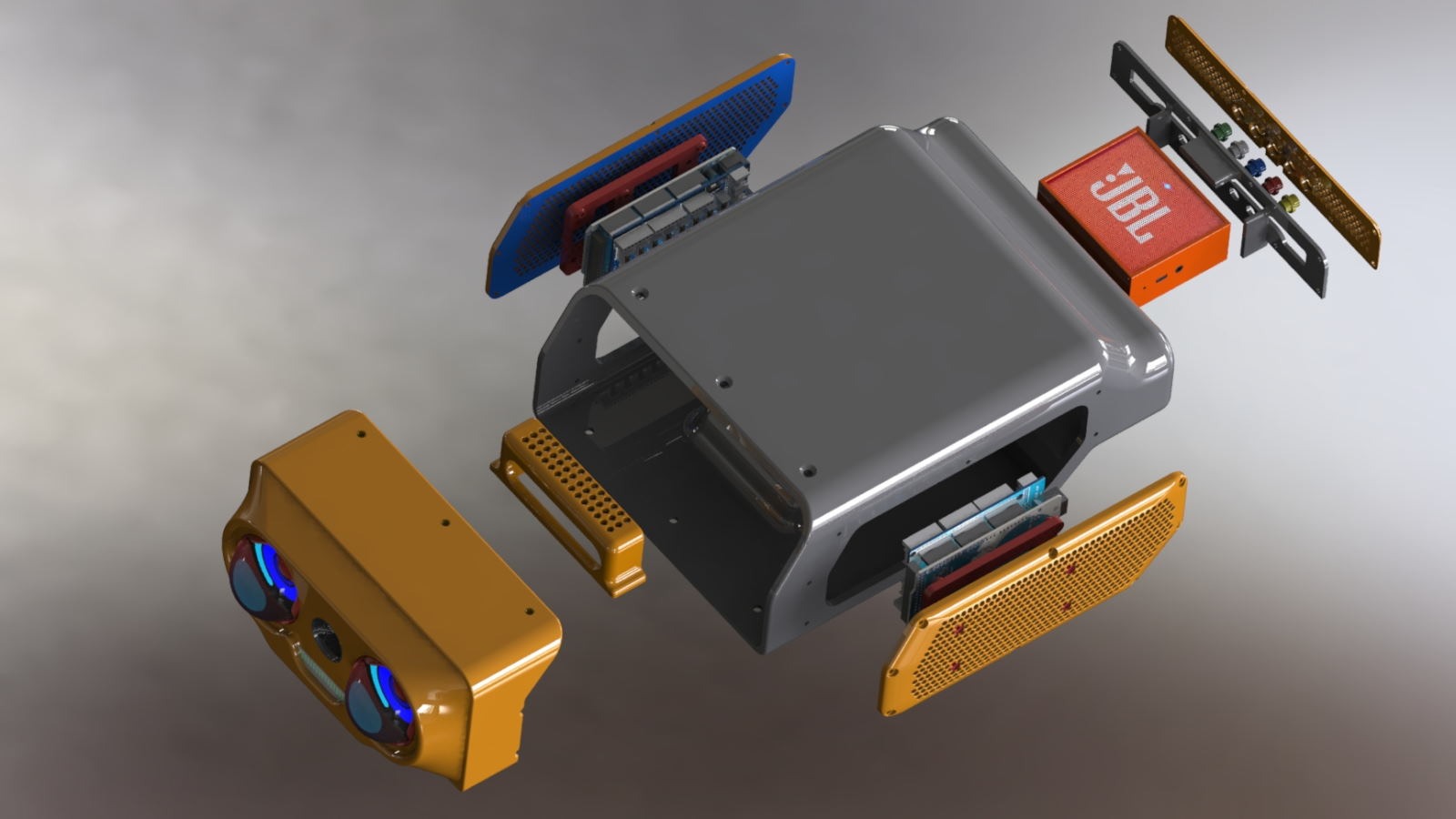
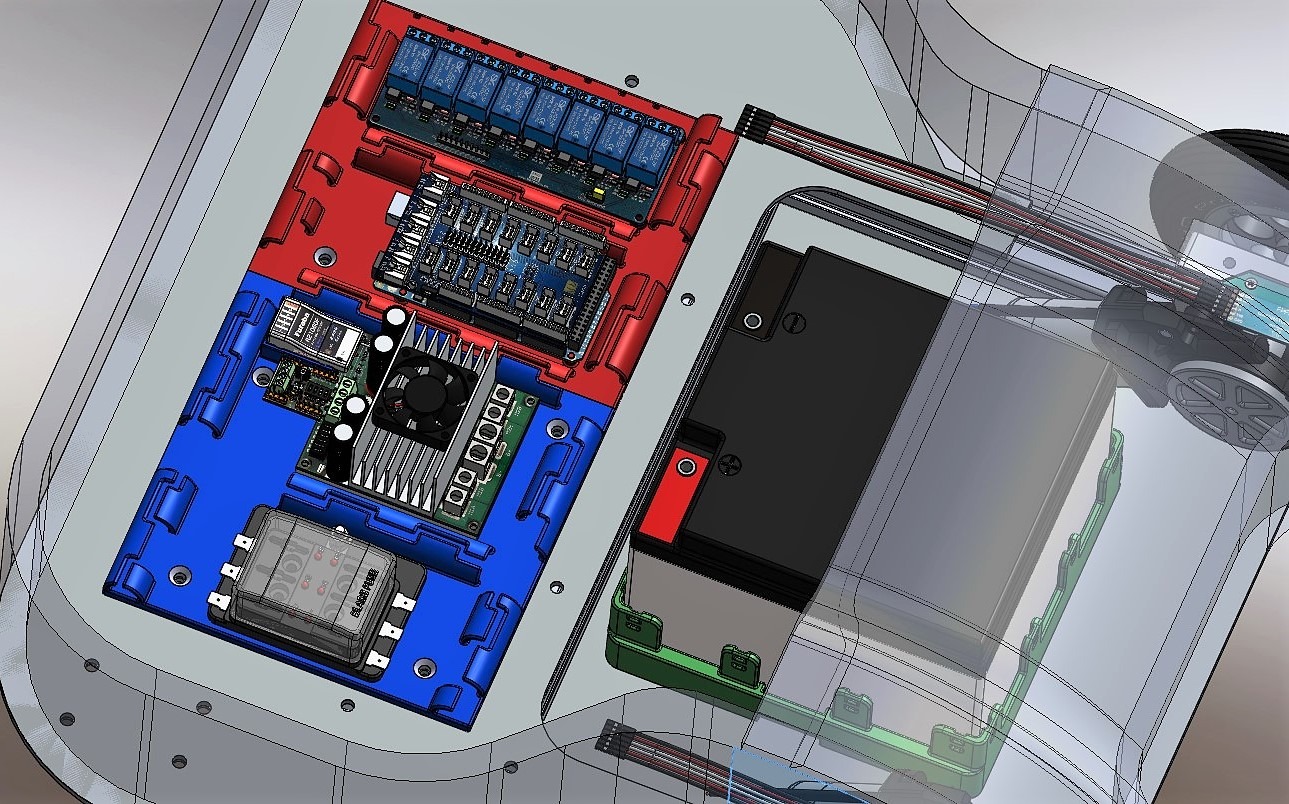
Nous continuons à travailler sur la carrosserie du châssis de Nestor. Vous pourrez remarquer, sur cette photo, le soin accordé sur l’ensemble du châssis. À l’avant du châssis, vous remarquerez les capteurs ultrasoniques pour la détection de trous, les capteurs pour les détections d’obstacles et sur le côté ,une prise USB qui vous donne la possibilité de programmer la carte arduino de l’extérieur.Sur les deux côtés arrière, le châssis possède encore 2 capteurs ultrasonique pour la détection de trous ou de marches d’escalier. Sur le côté droit du châssis ,il y a un interrupteur coupe batterie.Et enfin à l’avant du chassis un phare pour le deplacement de nuit .
Retour au sommaire
![]()
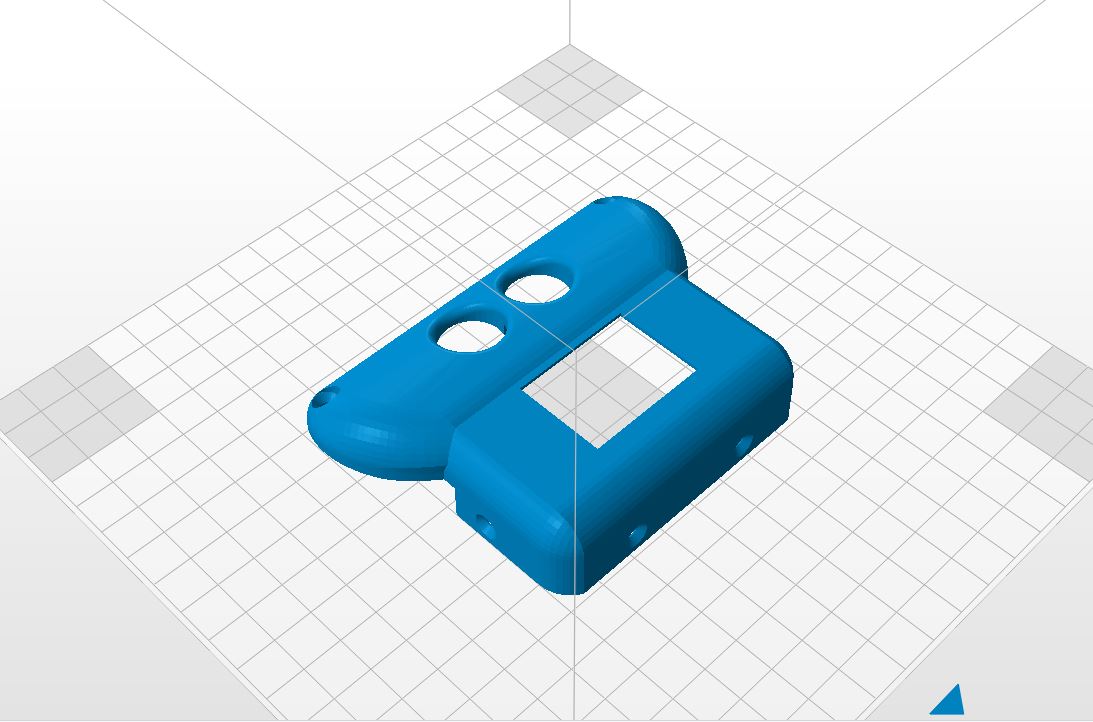
13/01/2019 : upgrade du robot Nestor |

Robot Nestor avec le capteur de mouvement
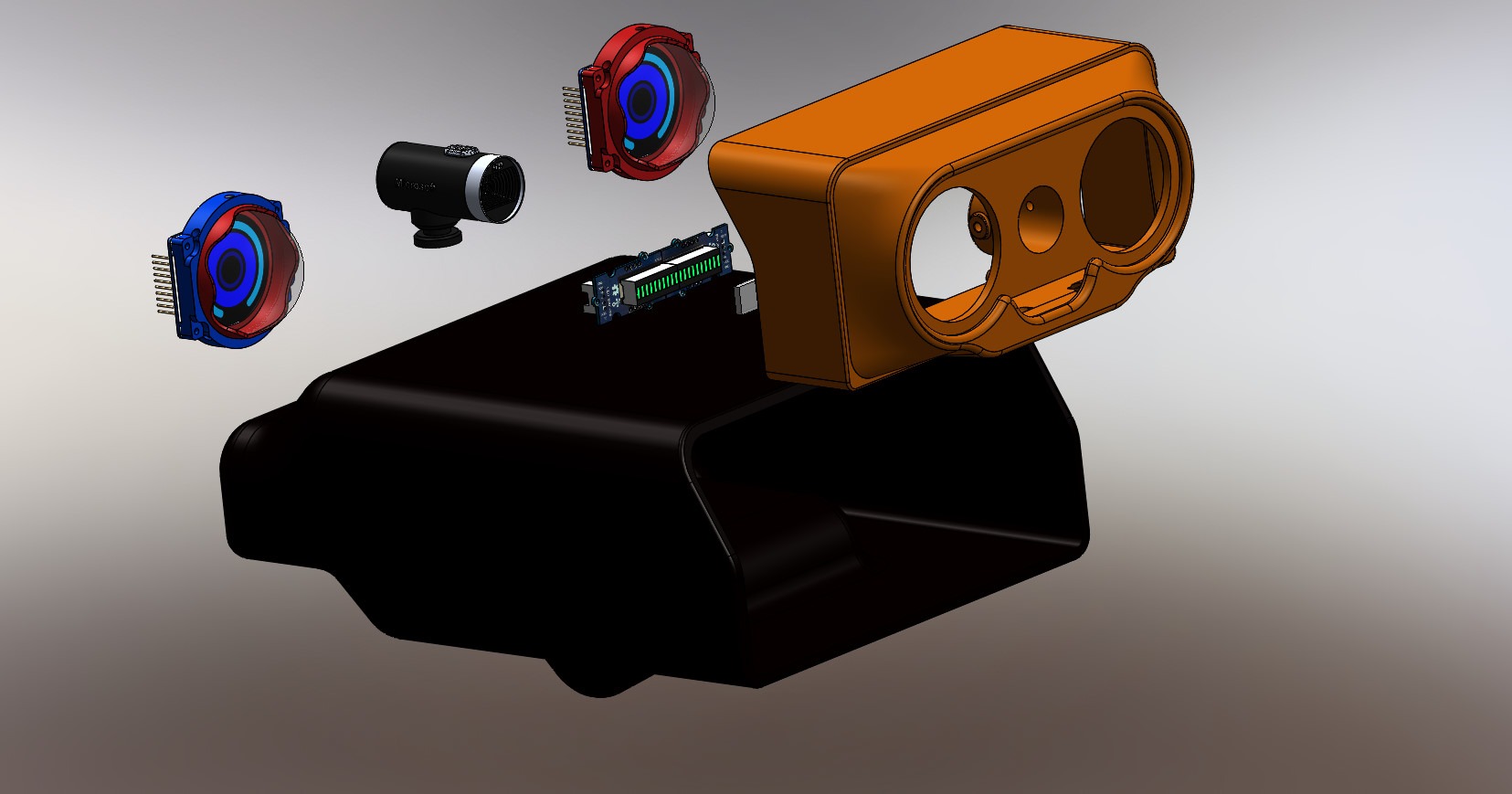
Afin d’humaniser un peu plus notre robot Nestor nous avons décidé d’insérer dans la boîte crânienne un capteur de mouvement. Celui-ci n’est pas affecté par des influences ambiantes telles que la lumière ou le son qui pourrait avoir un impact négatif en fonction de son environnement. Non, là, il s’agit d’un capteur qui génère un champ électromagnétique et dont la modification de ce champ peut s’opérer simplement en rentrant dans le périmètre du détecteur simplement avec la main. Ce capteur dialoguera en I2c via une carte Arduino Mega se trouvant déjà dans la tête du robot. Nous pourrons donc détecter d’éventuelles caresses ou bien d’éventuel message que l’on pourra lui indiquer simplement par gestes.
.
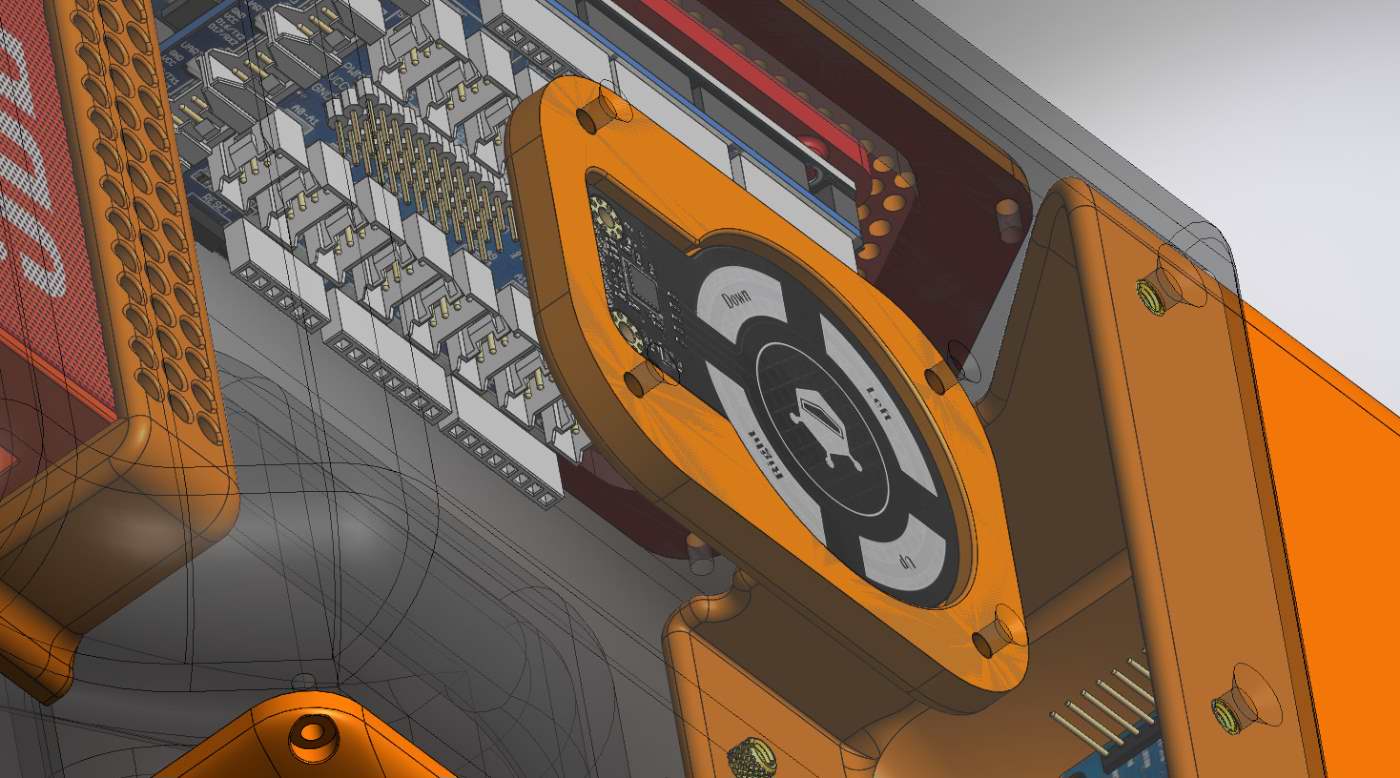
Robot Nestor avec le capteur de mouvement 01
Voici le lien pour la documentation du capteur -> Capteur Sen0202
La video du tutoriel
Retour au sommaire
Mise à jour 08/08/2018 . Retrouvez sur cette page l’ensemble des articles concernant le robot Maya pour l’impression du thorax ( album photos des pièces , plan mécanique , fichier à télécharger pour l’impression 3D Continuer la lecture
–
Mise à jour le 25/04/2018 : Le robot Maya ; Ce projet demande de la persévérance , entre les problèmes materiel , logiciel etc… la route est longue mais comme la très bien formulé Samuel Johnson ,ce n’est pas la force, mais la persévérance, qui fait les grandes œuvres.La suite de l’étude dans cette page intitulée « Etude du robot Maya suite «
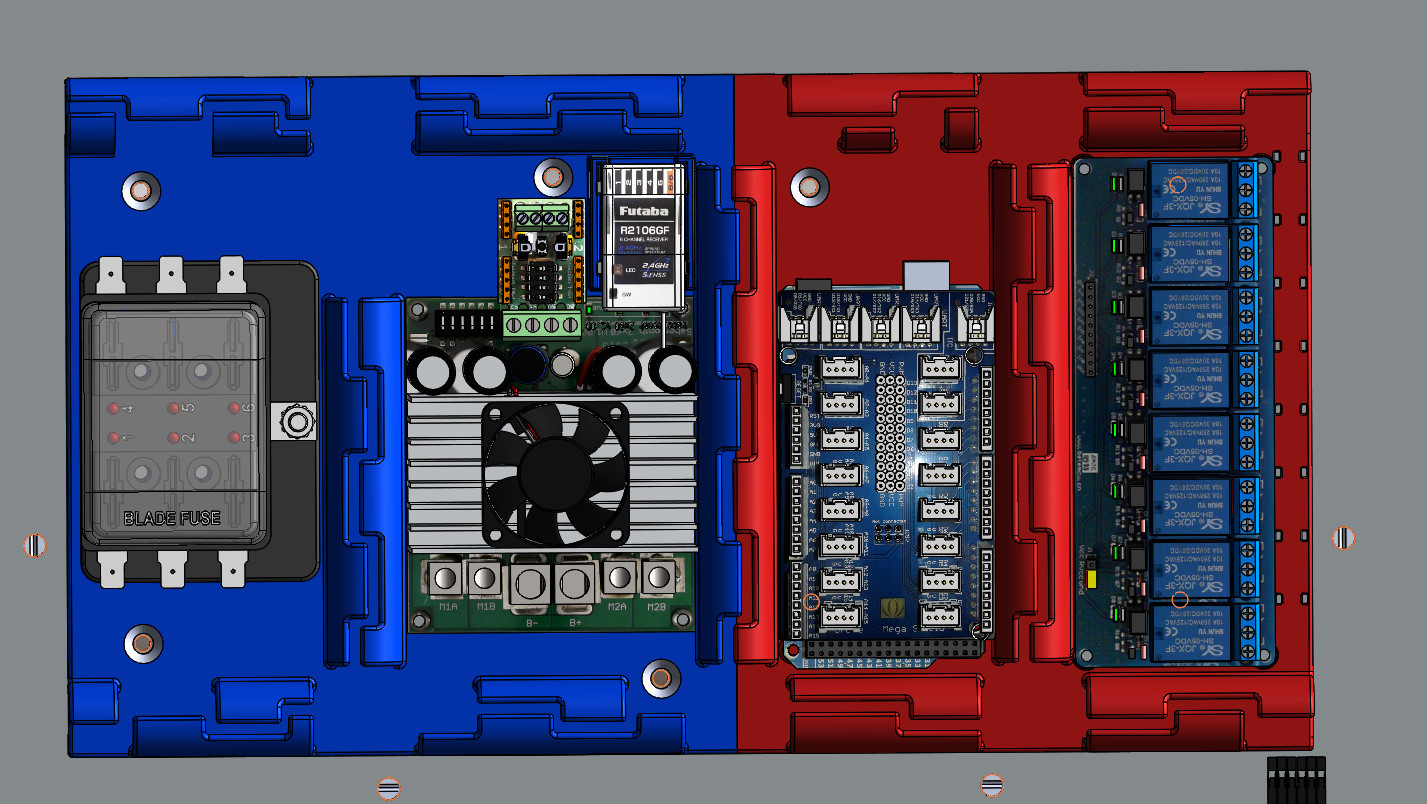
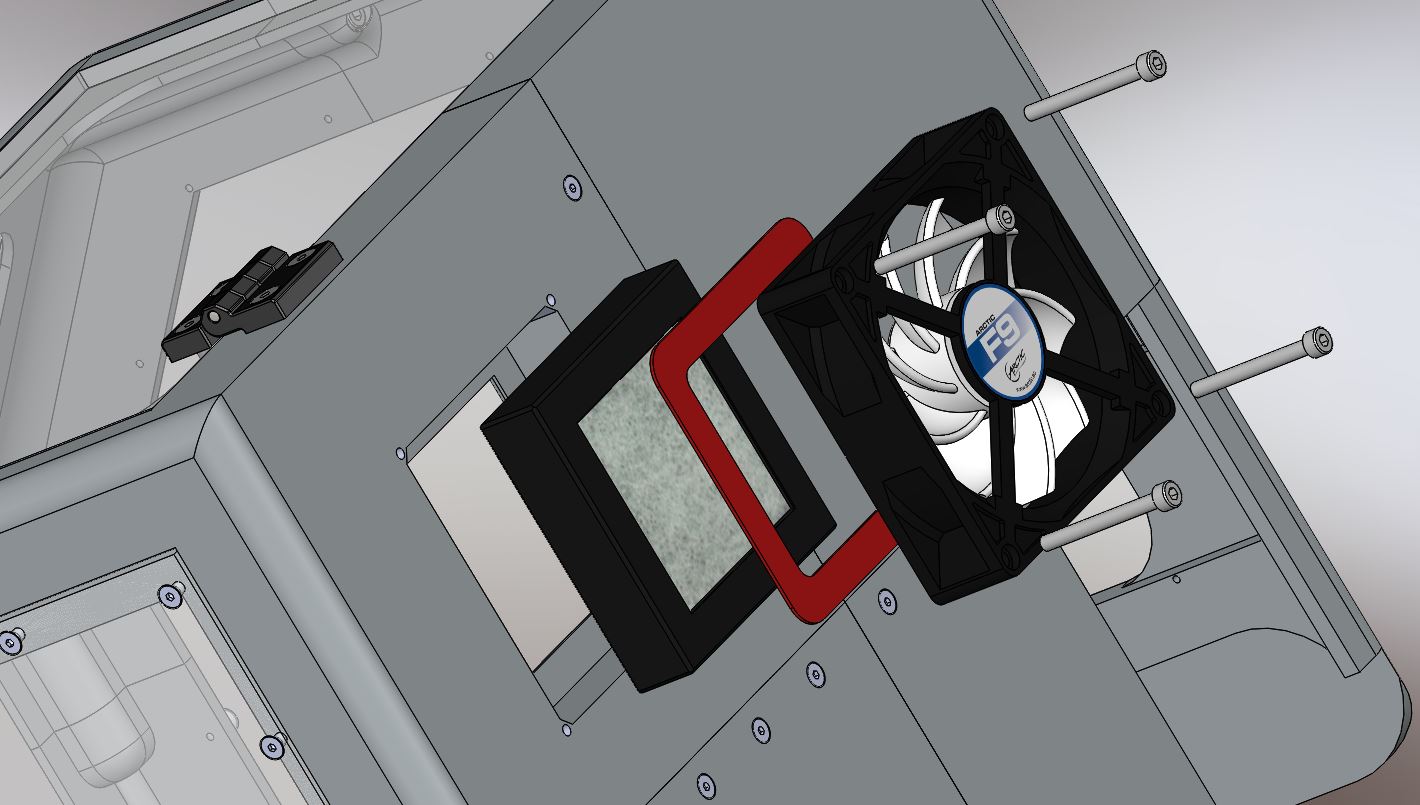
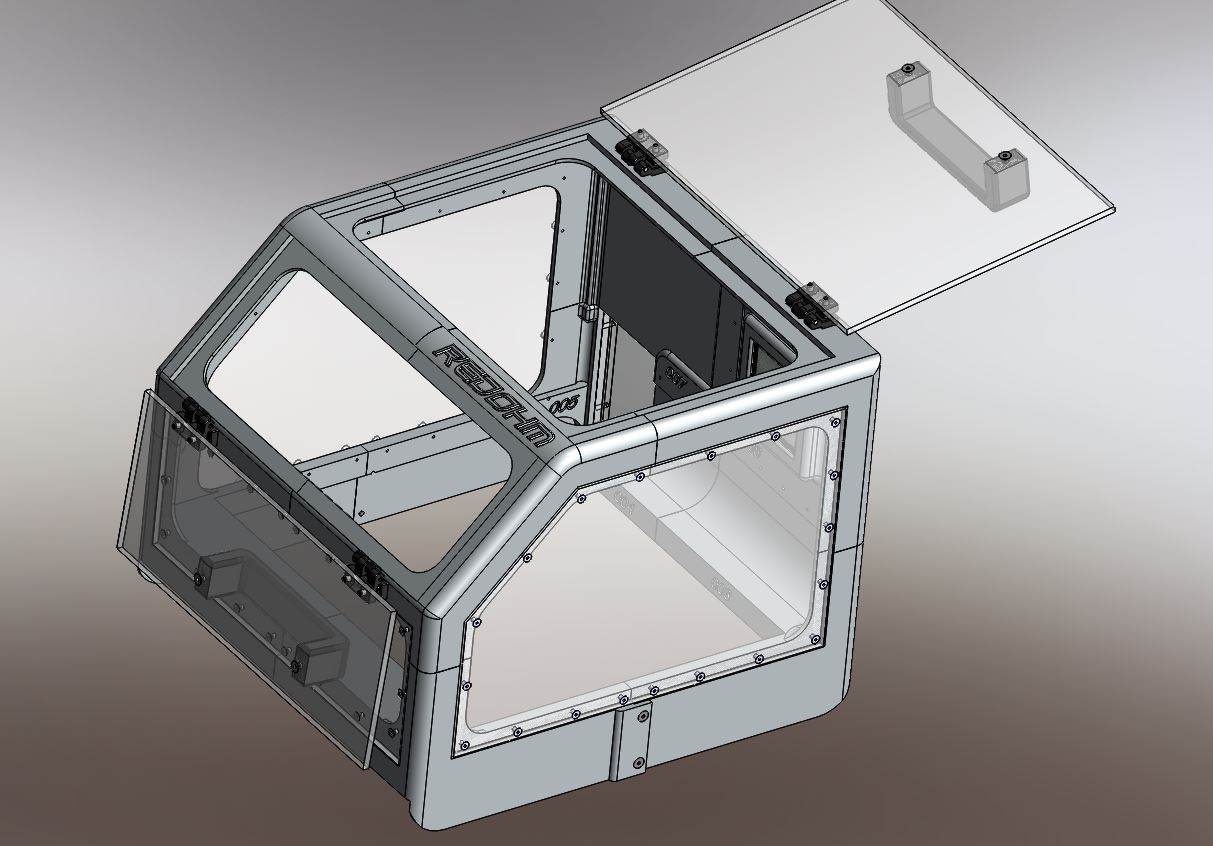
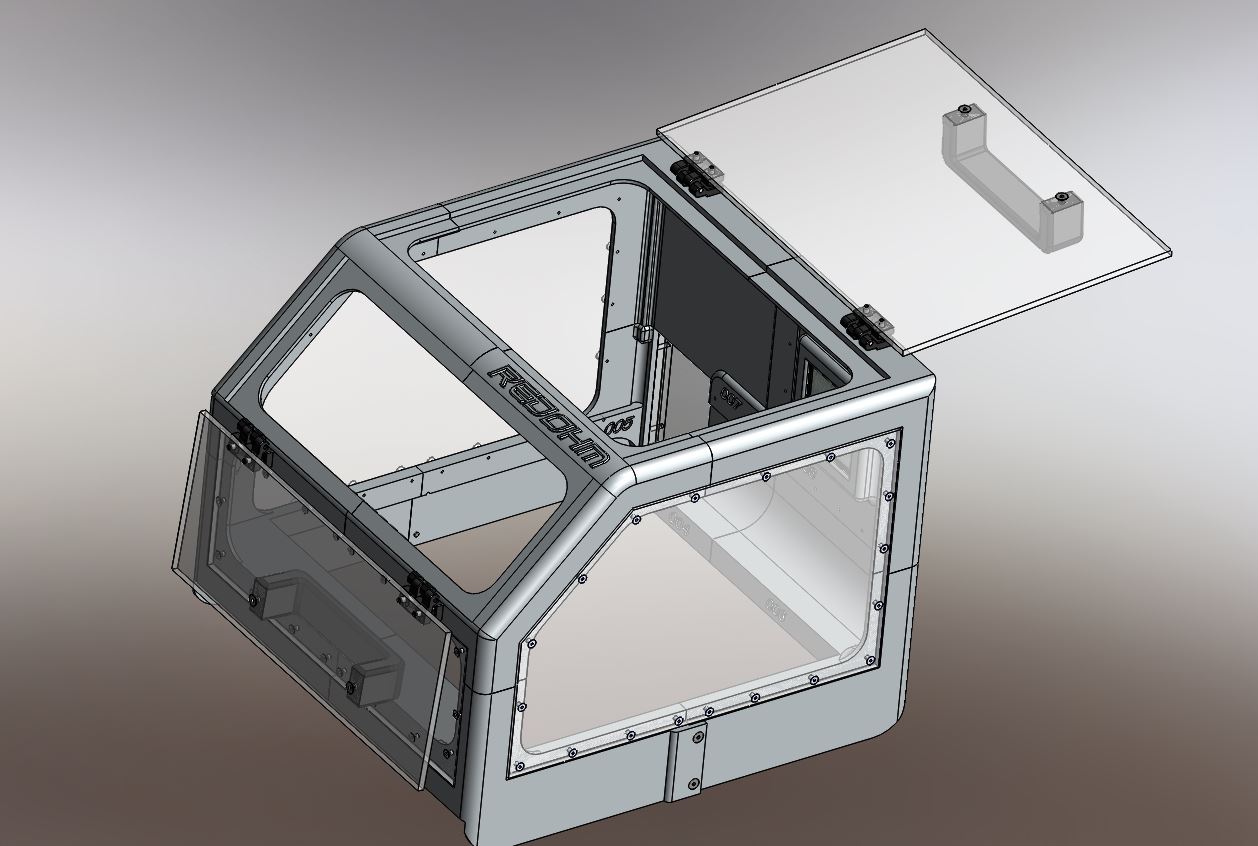
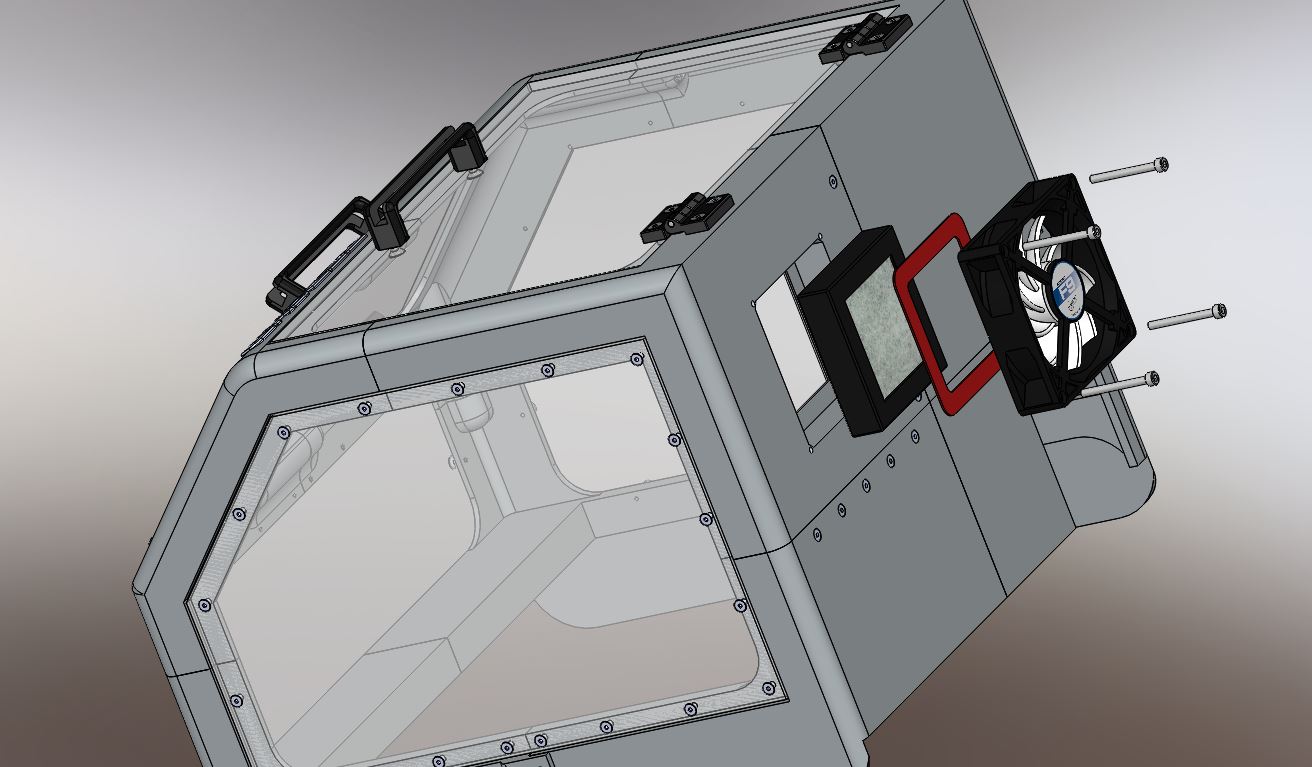
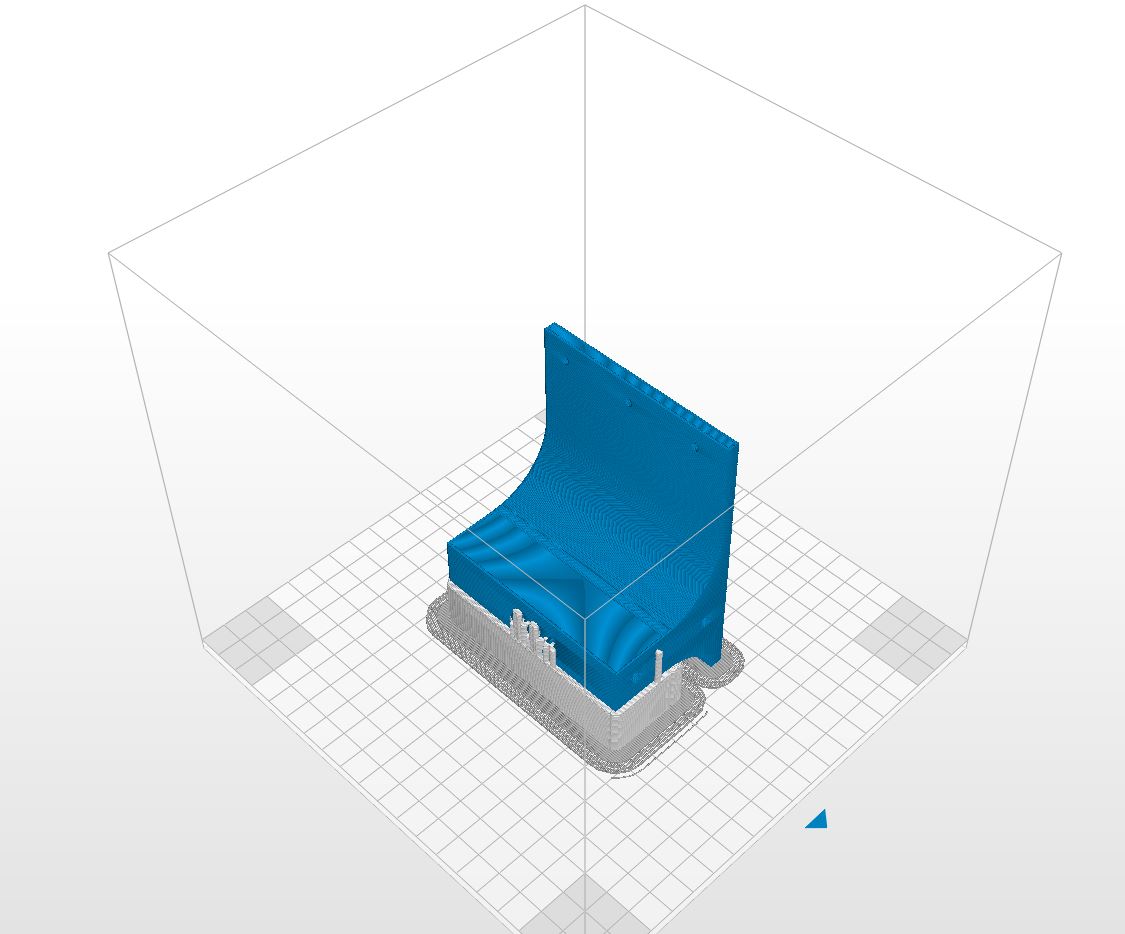
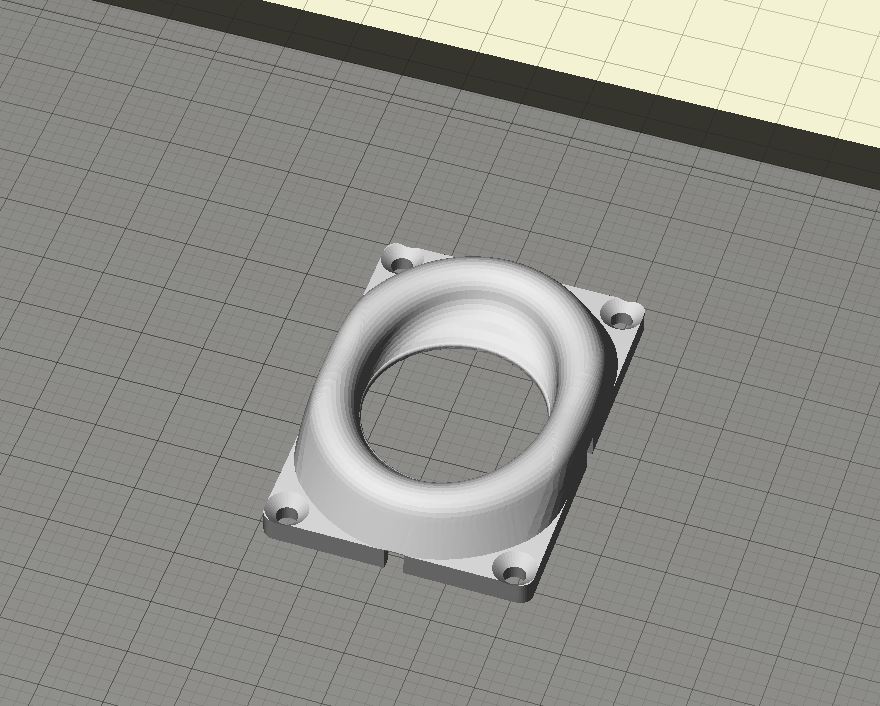
Mise à jour le 08/01/2018.Grâce a ce capot pour l’imprimante Zortrax M200 , il est beaucoup plus facile d’imprimer des matières comme l’ABS qui ont tendance à subir le choc thermique entre la température environnante et la chaleur du plateau , de plus il saura maintenir la température intérieure de votre imprimante 3D. Il protégera vos impressions des aléas extérieurs comme par exemple les courants d’air, poussières ect..
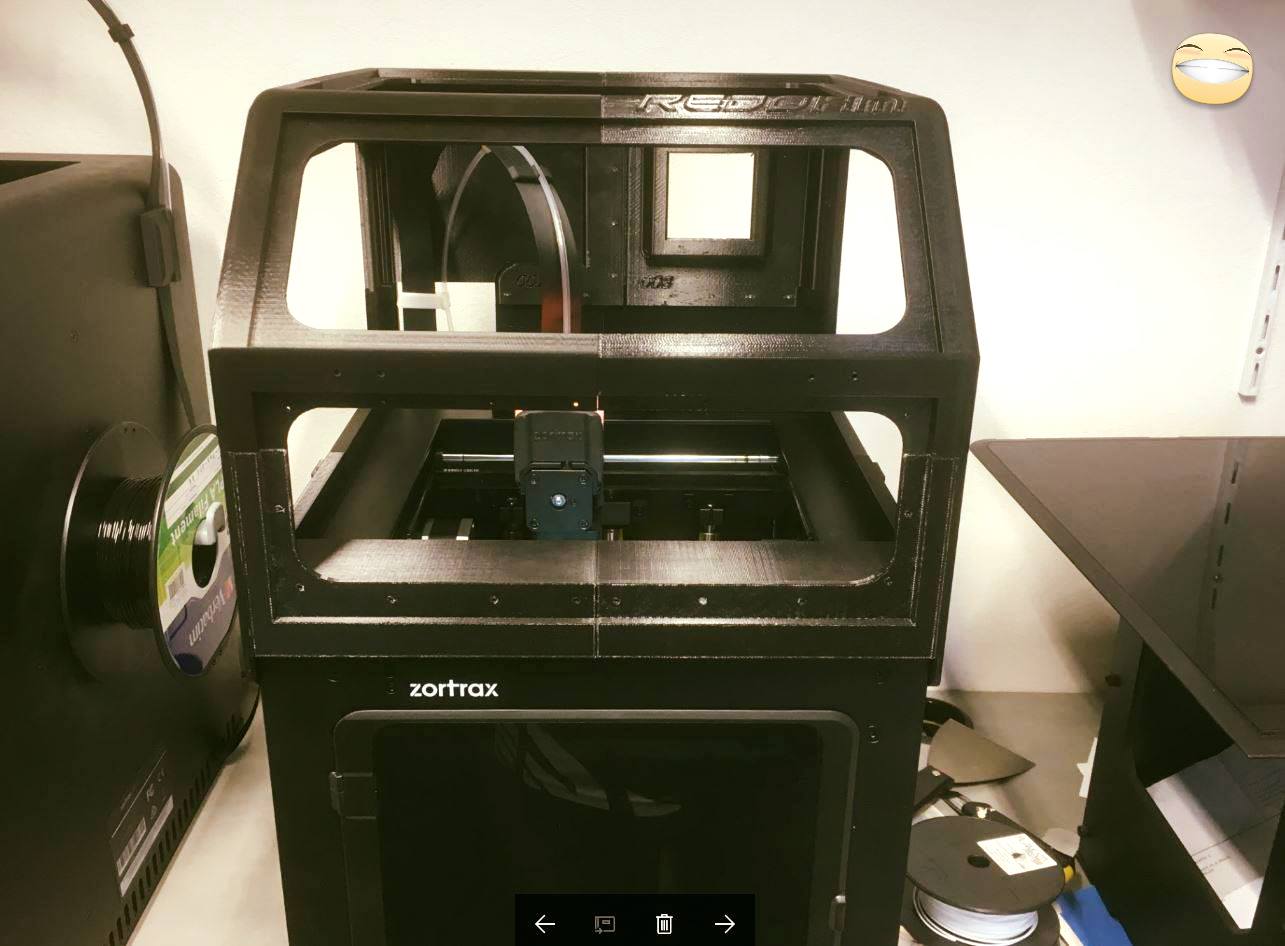
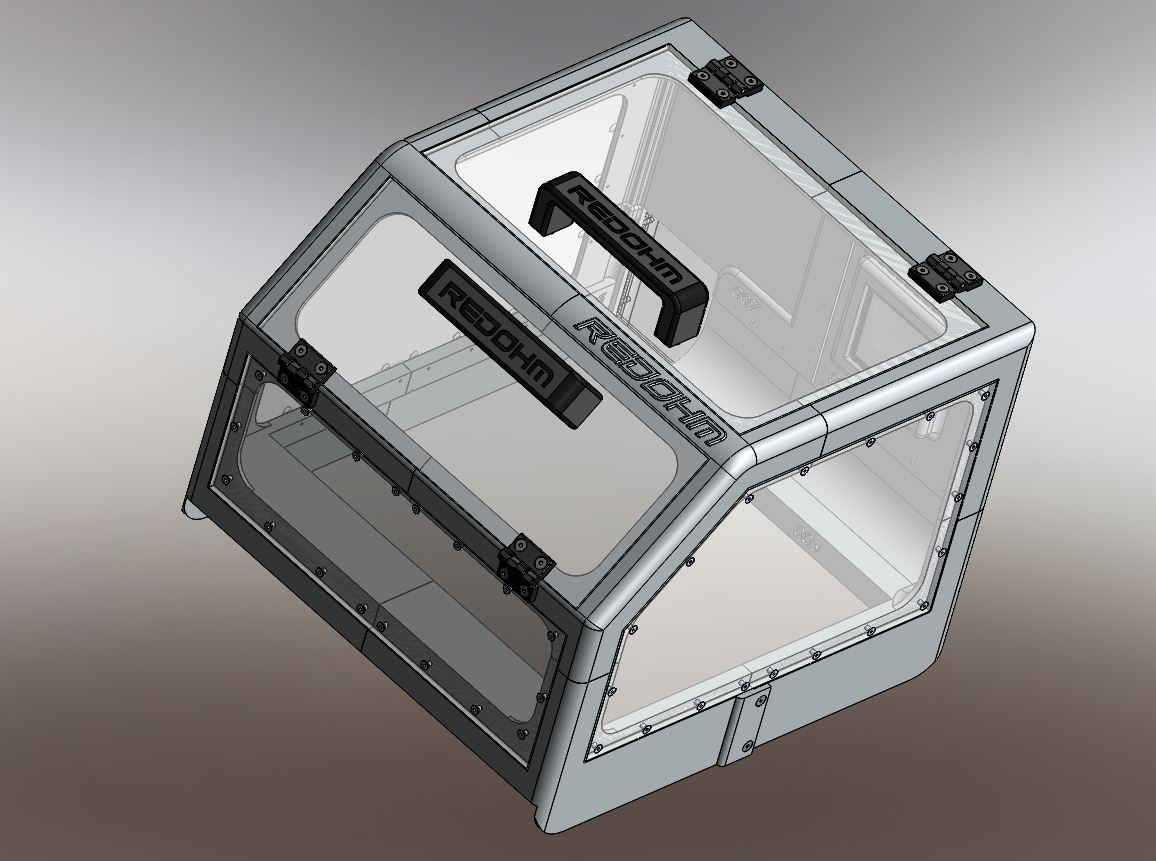
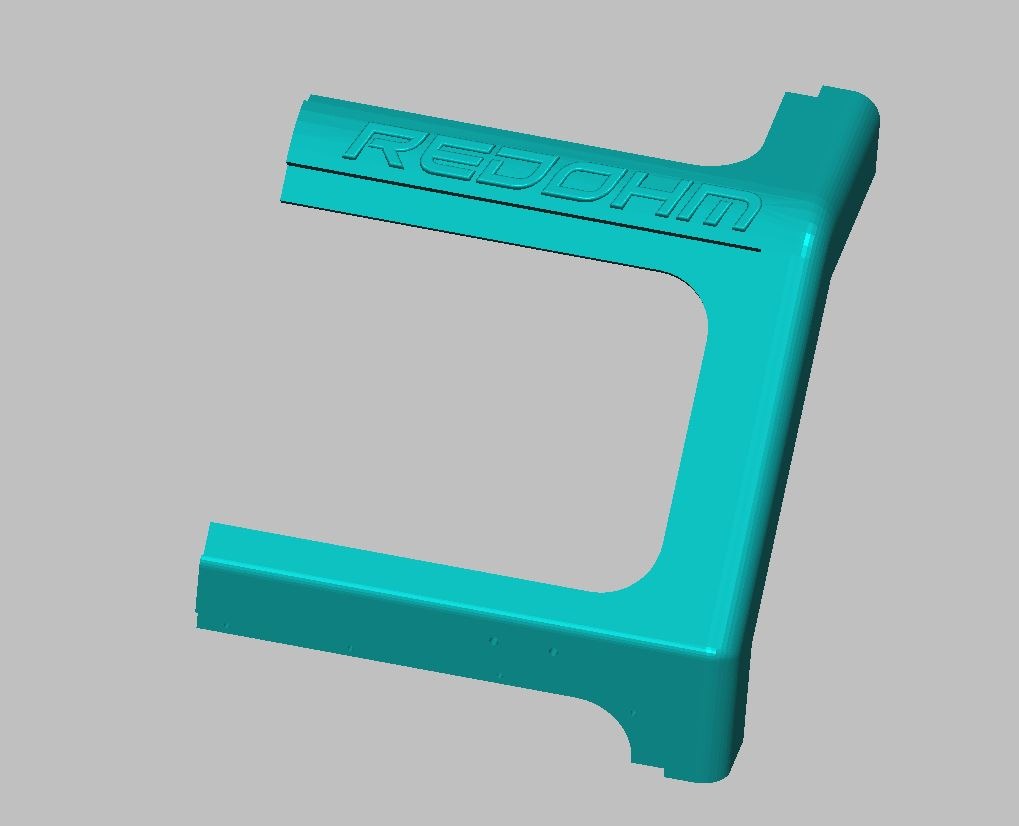
Capot pour Zortrax M200 – RedOhm
![]()
Présentation du capot pour Zortrax M200 |
Grâce a ce capot , il est beaucoup plus facile d’imprimer des matières comme l’ABS qui ont tendance à subir le choc thermique entre la température environnante et la chaleur du plateau , de plus il saura maintenir la température intérieure de votre imprimante 3D. Il protégera vos impressions des aléas extérieurs comme par exemple les courants d’air, poussières ect..
Sécurité :
Dans un contexte public comme les fablab par exemple, ce capot permet une utilisation sécurisée et sans risque et de plus atténuera les éventuelles nuisances sonores .
Le capot est muni filtre contre les micro-particules.
A savoir sur les risques des micro-particule
Les chercheurs ont testé deux matériaux d’impression 3D différentes, l’ABS (acrylonitrile butadiene styrene) et le PLA (polylactic acid), pour voir combien de particules fines sont émises à chaque réalisation. Ils ont constaté que l’ABS émet 10 fois plus de particules que le PLA. L’étude met en garde contre les imprimantes d’entrée de gamme qui impriment à la fois en ABS et PLA. Elle prend l’exemple de la xxx xxxxx qui coûte 800 euros et de ses instructions liées à la sécurité. « Le PLA est un matériau sûr et non toxique, il n’y a pas de risques connus sur la santé lorsqu’il est utilisé dans les imprimantes 3D », peut-on lire sur la notice et d’ajouter « lors de l’impression avec l’ABS, il y a une odeur de plastique brûlé. C’est tout à fait normal, mais il peut aussi causer des maux de têtes, une irritation des voies respiratoires et des yeux pour les personnes sensibles ». Brent Stephens indique que plusieurs études ont montré que les fumées d’ABS étaient toxiques sur les souris et les rats.
Articles qui traite sur le sujet :
⇒ le monde informatique
⇒ Prévention du risque chimique Cnrs
⇒ Sciences et avenir : L’impression 3D est elle dangereuse pour la santé
| Retour au sommaire |
![]()
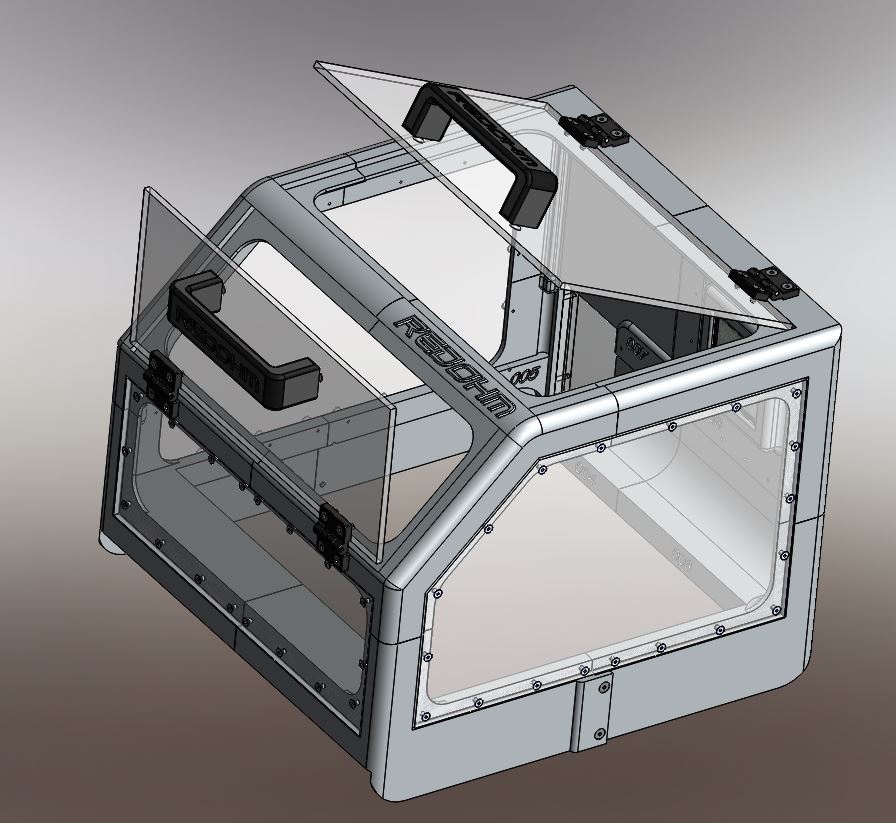
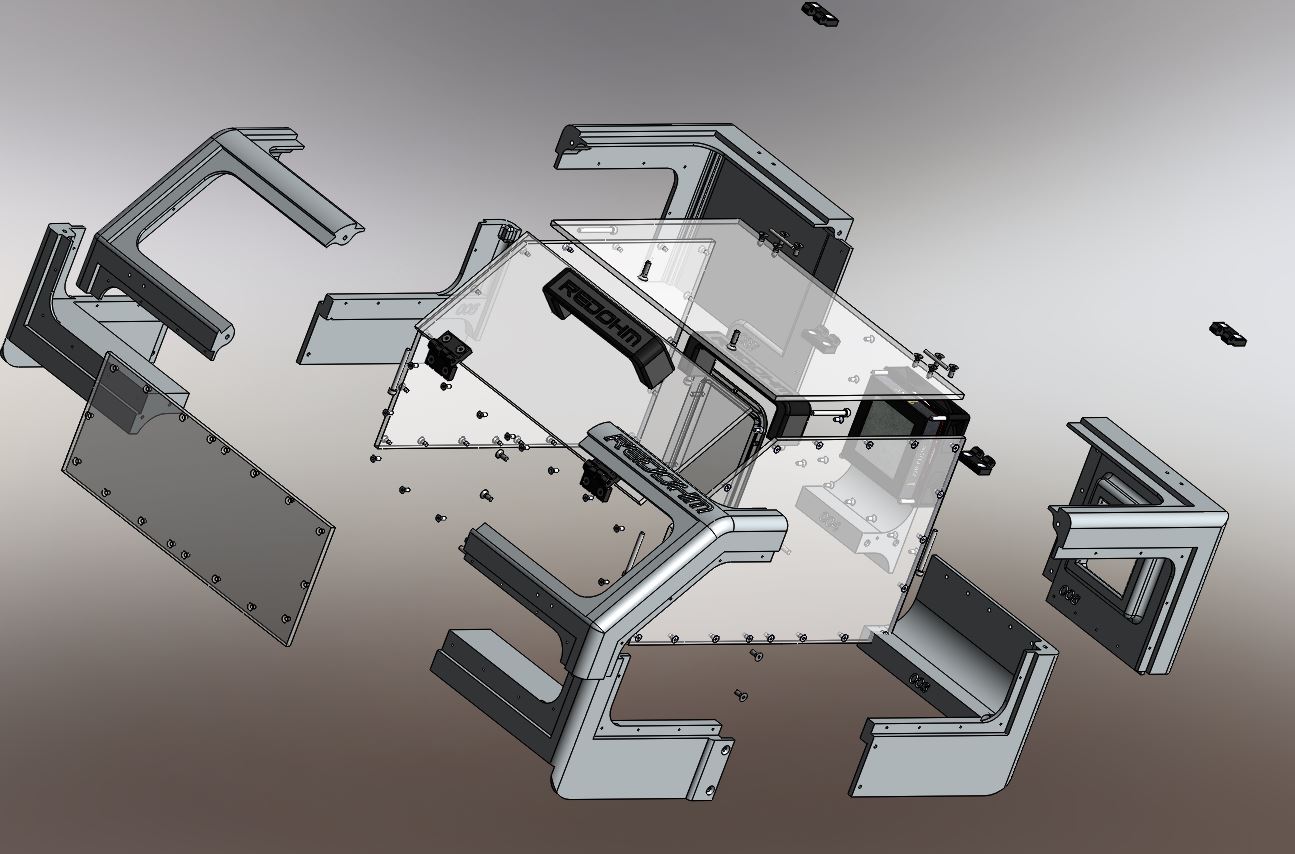
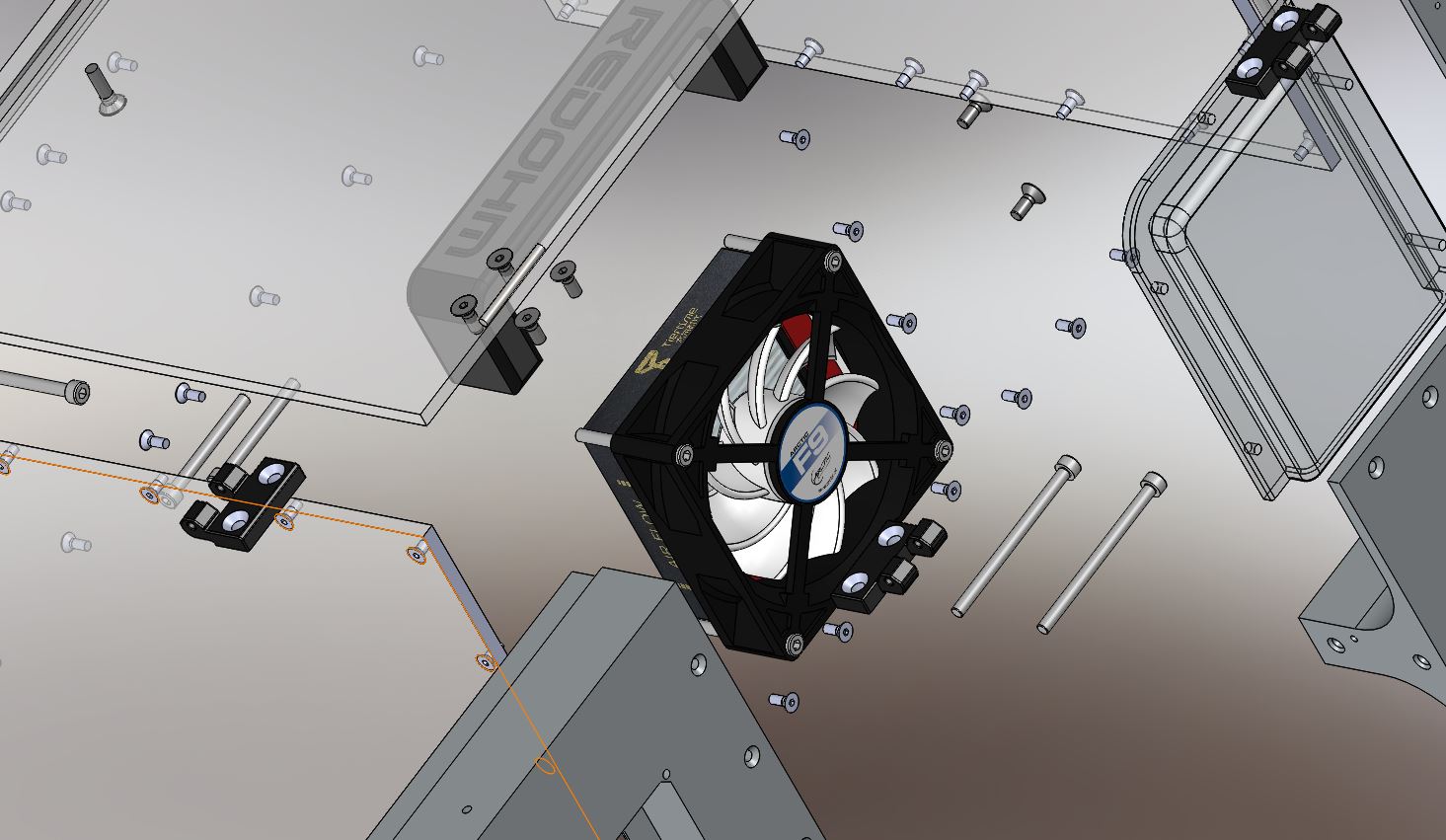
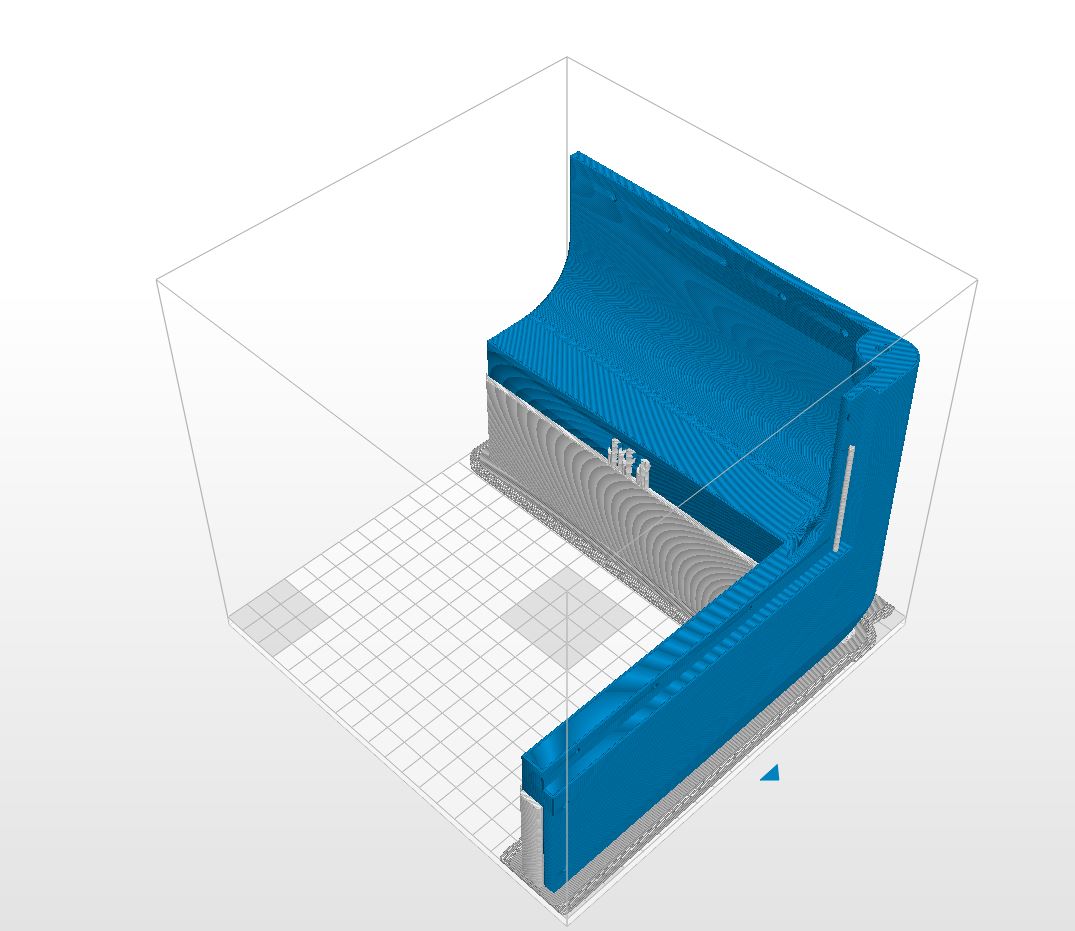
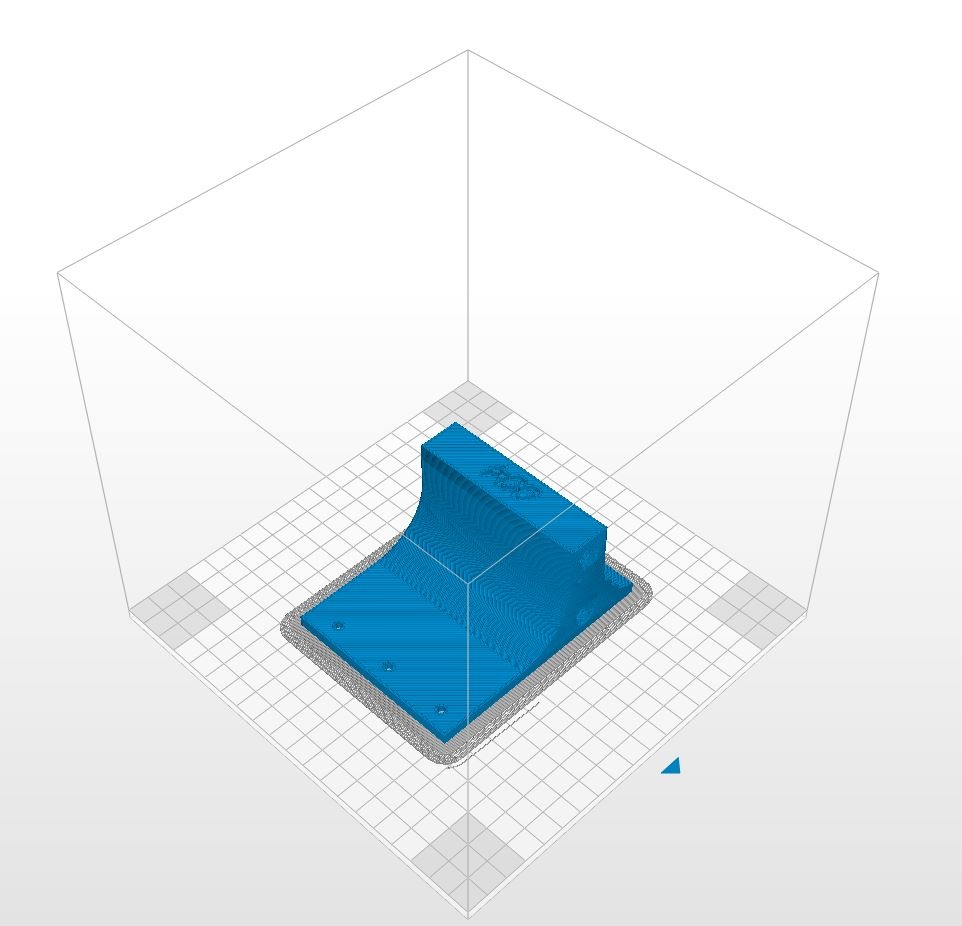
Vue éclatée du capot pour la Zortrax M200 |
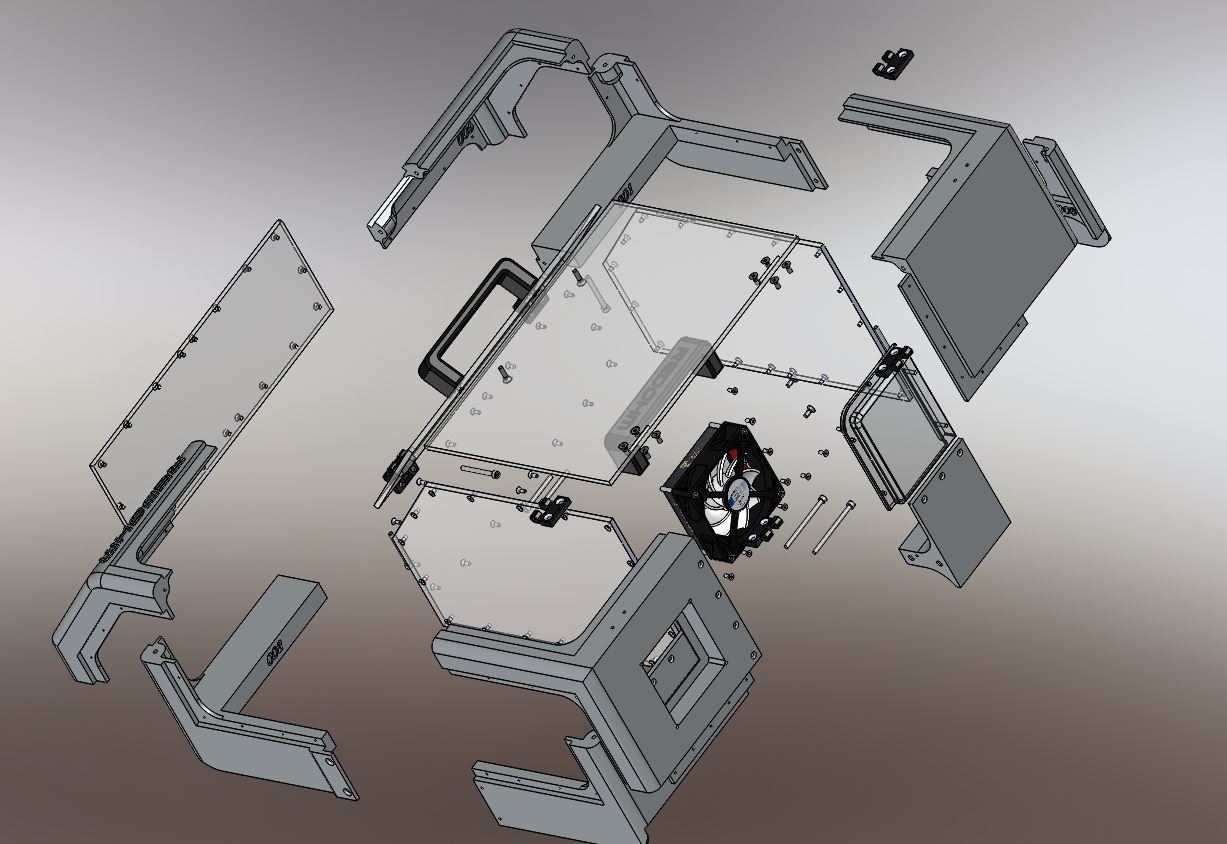
Vue éclatée du capot pour l’imprimante Zortrax M200 RedOhm fig 01
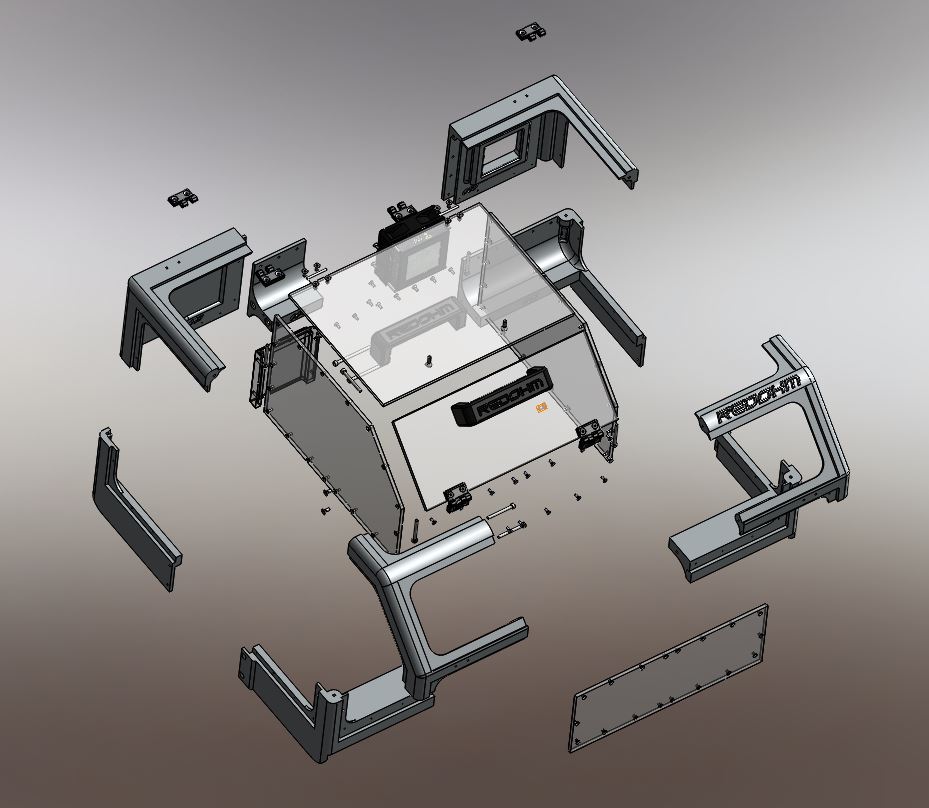
Vue éclatée du capot pour l’imprimante Zortrax M200 RedOhm fig 02
Vue éclatée du capot pour l’imprimante Zortrax M200 RedOhm fig 03
| Retour au sommaire |
![]()
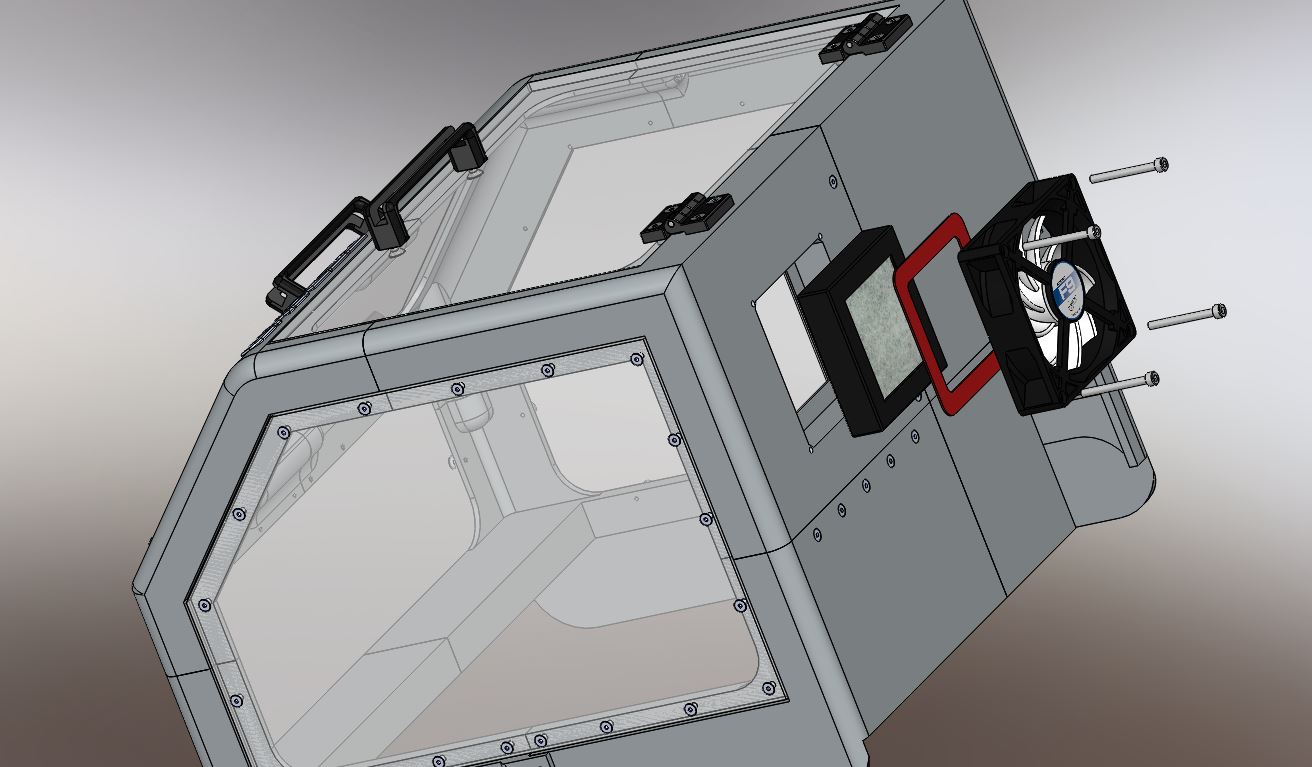
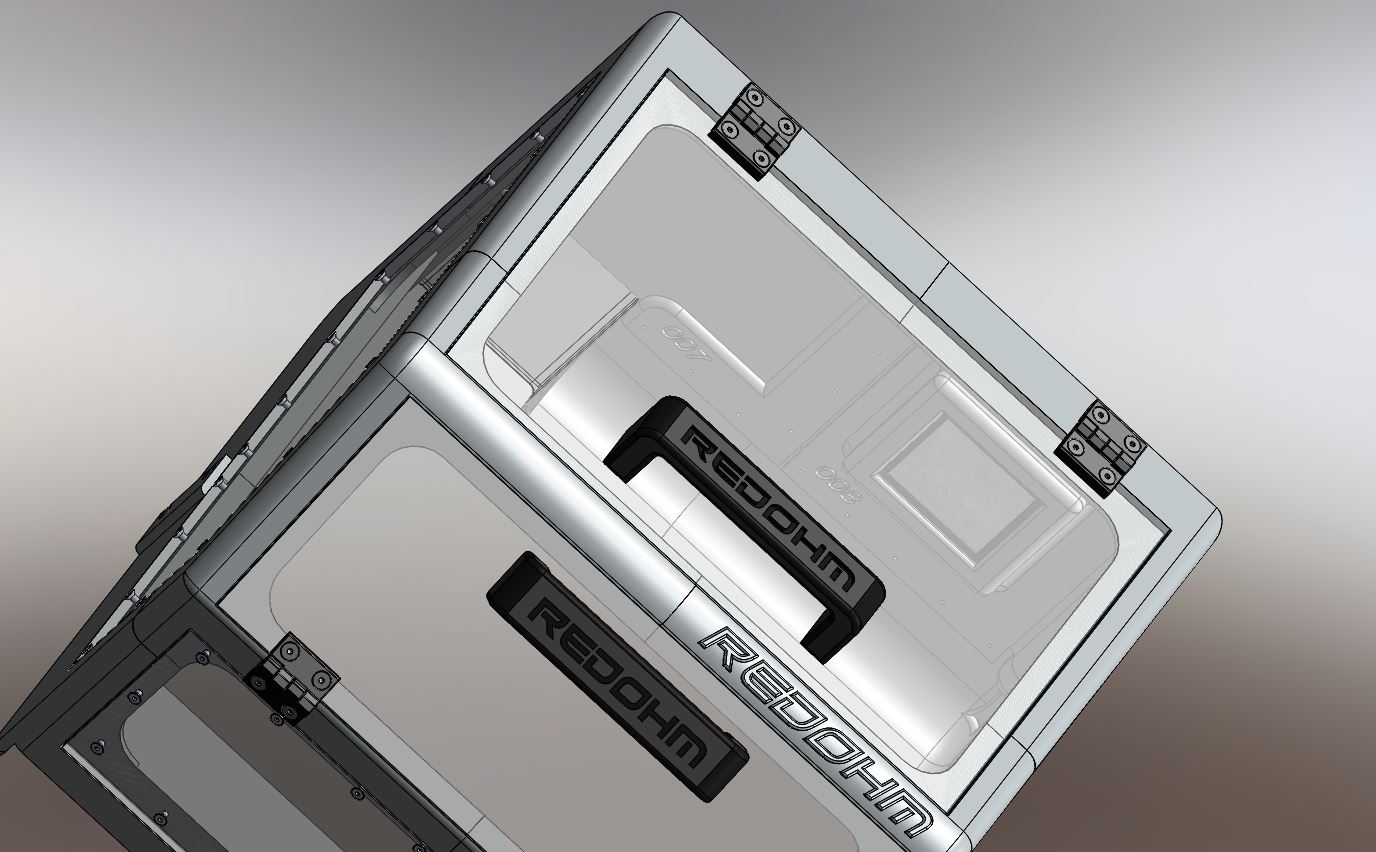
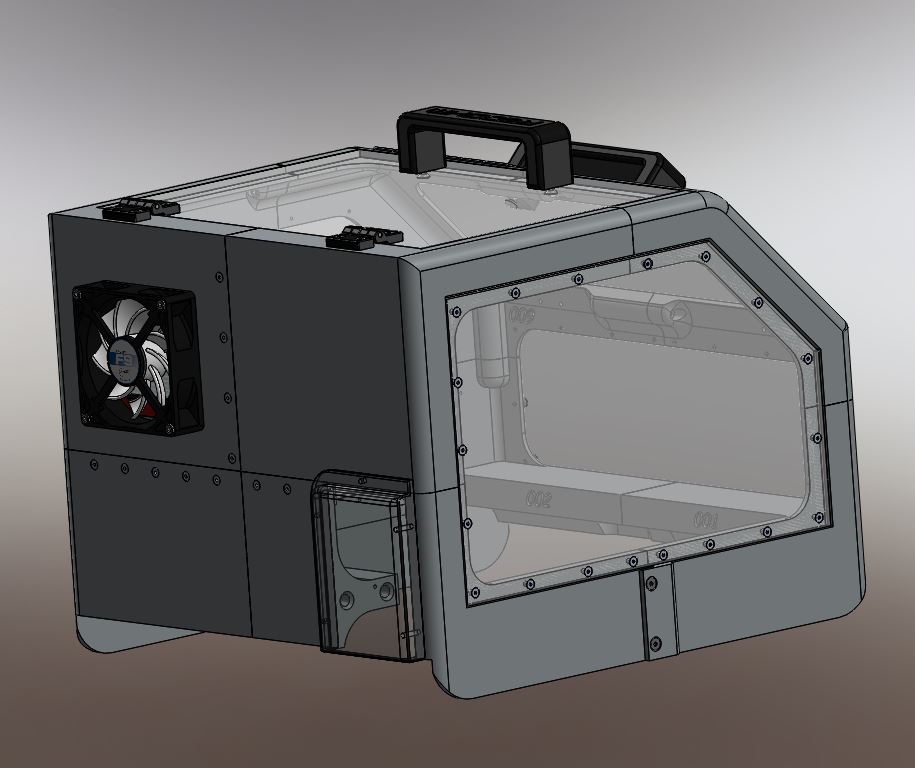
Différentes vue du capotage de l’imprimante Zortrax M200
|
| Retour au sommaire |
![]()
Impression avec du filament PLA standard
|
Caractéristique des pièces du capot Zortrax M200
|
| Pièces | Taille X en mm |
Taille Y en mm |
Taille Z en mm |
Poids en g | Temps estimé |
| 001 | 199 | 183 | 140 | 383g | 31h |
| 002 | 199 | 183 | 140 | 359g | 31h |
| 003 | 193 | 179 | 140 | 418g | 36h30 |
| 004 | 55 | 84 | 110 | 125g | 11h |
| 005 | 143 | 140 | 140 | 137g | 13h20 |
| 006 | 185 | 179 | 158 | 462g | 46h |
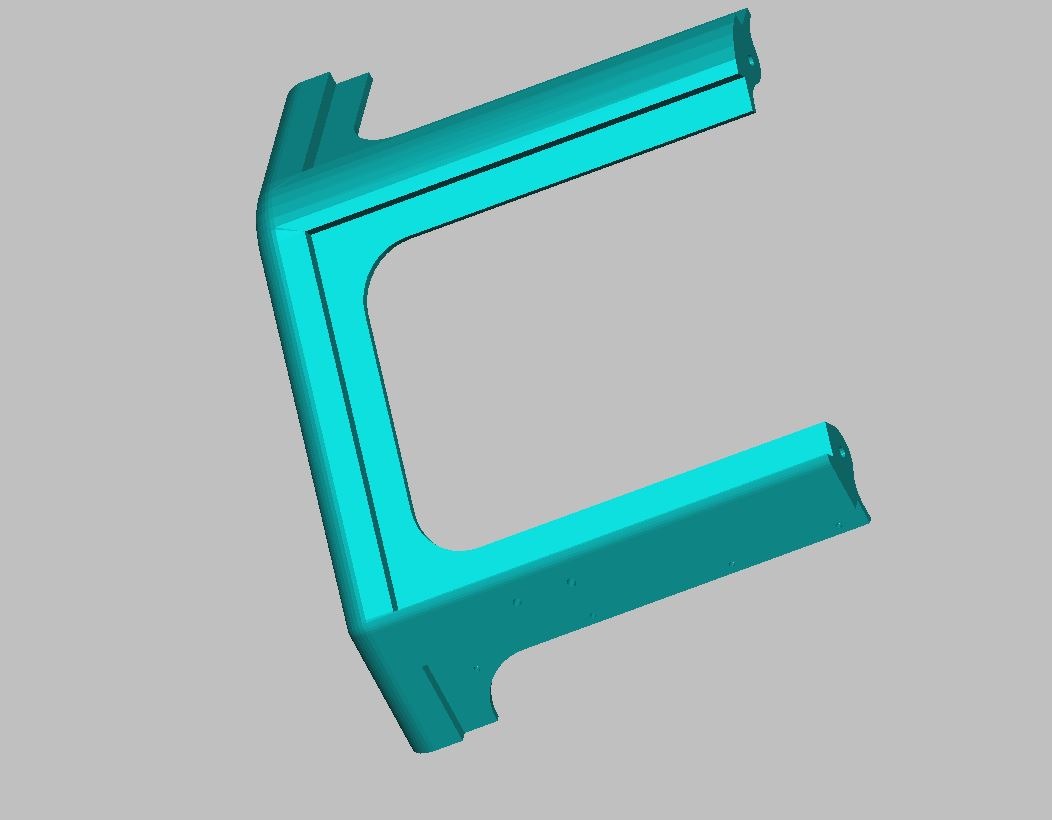
| 007 | 195 | 195 | 172 | 725g | 71h |
| 008 | 195 | 179 | 172 | 775g | 73h |
| 009 | 185 | 179 | 156 | 476g | 72h |
| Poids total ⇒ | 3854g | ||||
Estimation du budget avec un prix du PLA à 39 € les 2kg
3,854g*19,5€ = 75,15€
| Retour au sommaire |
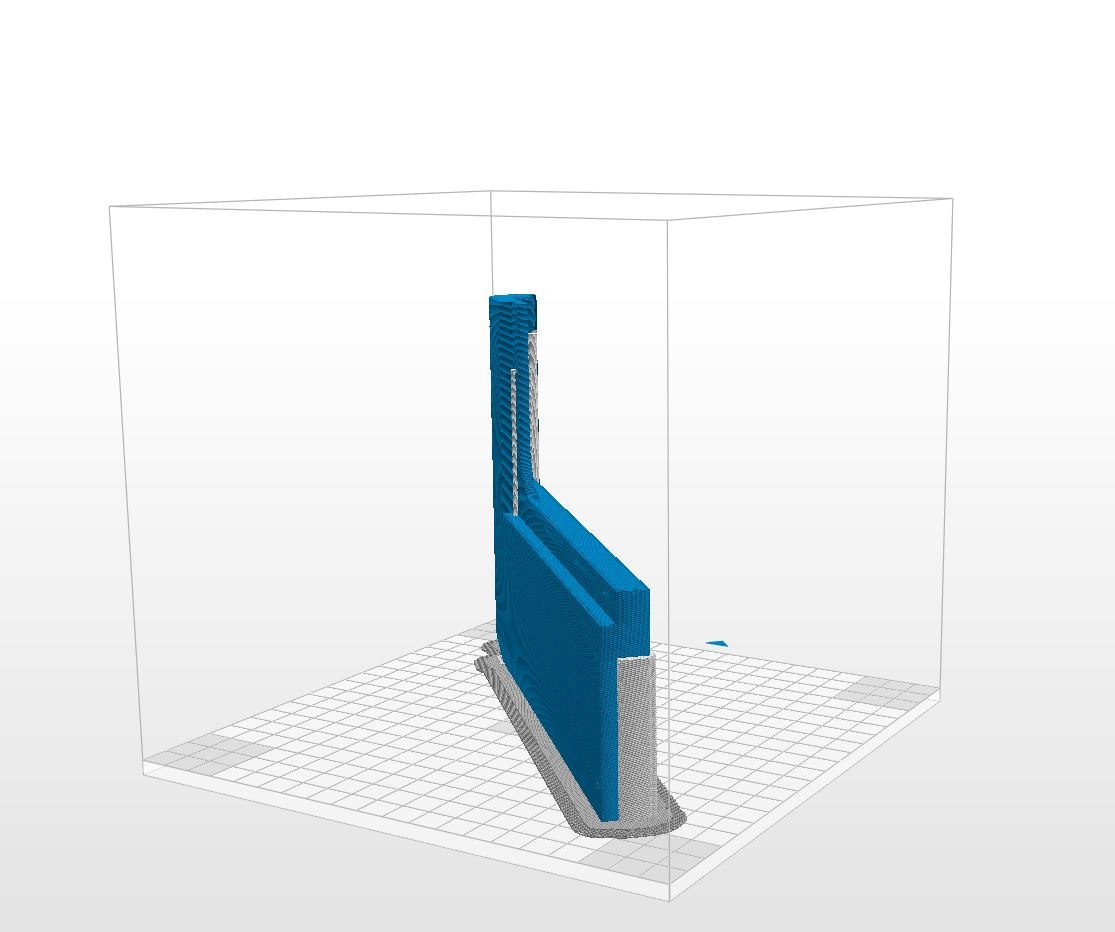
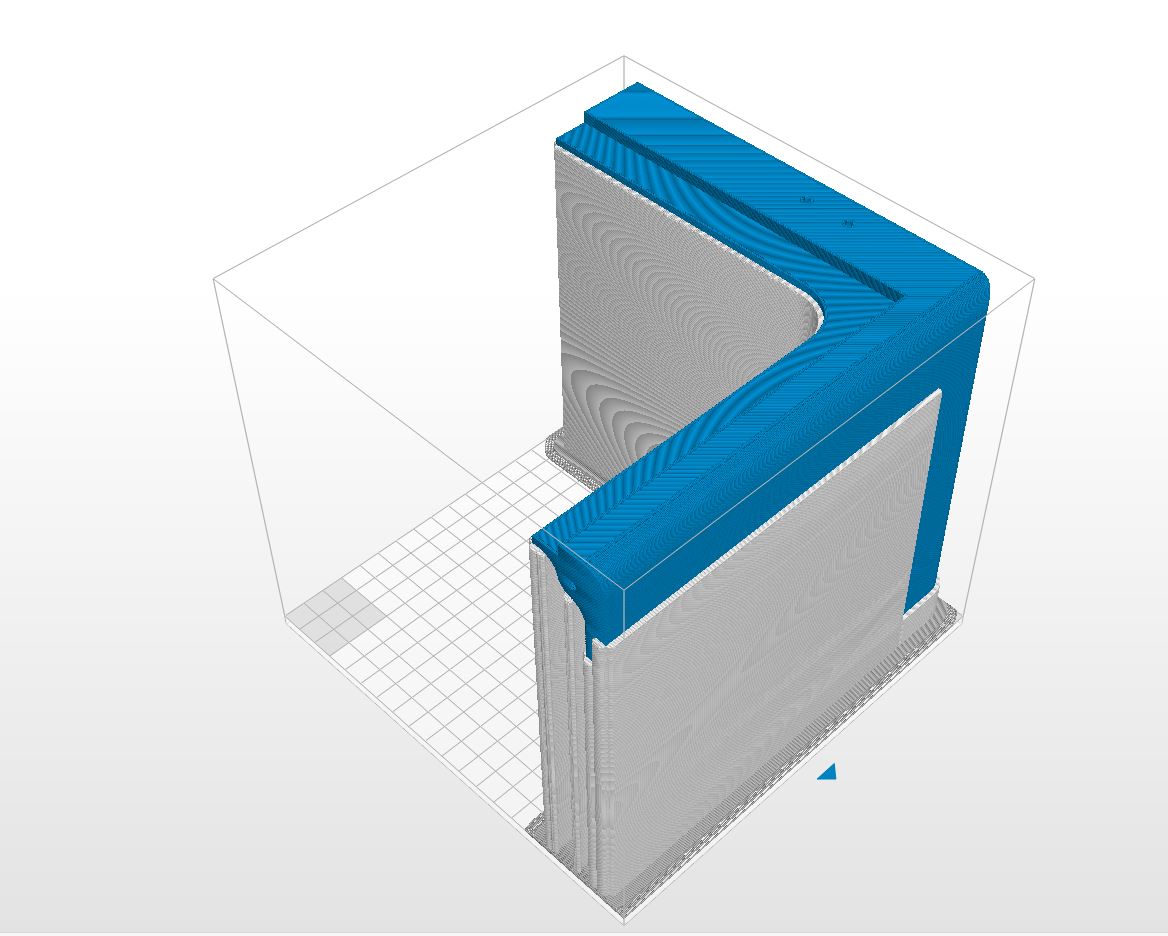
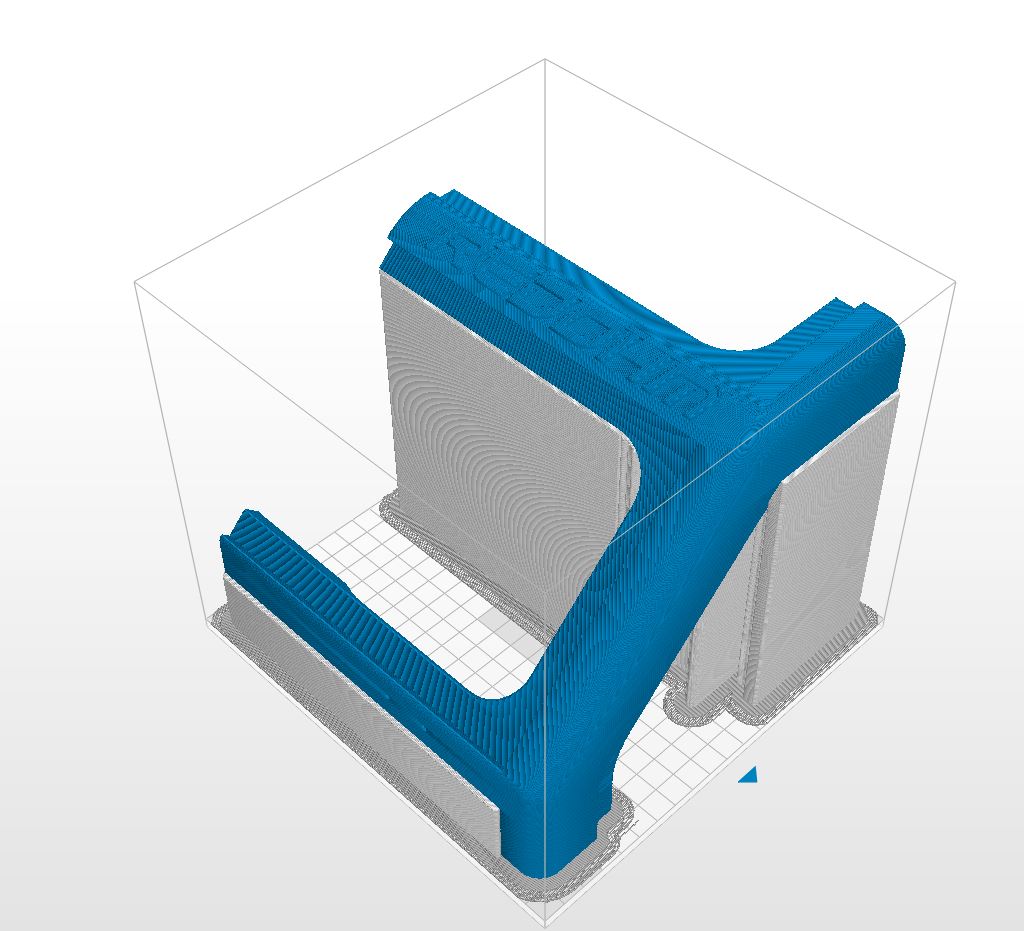
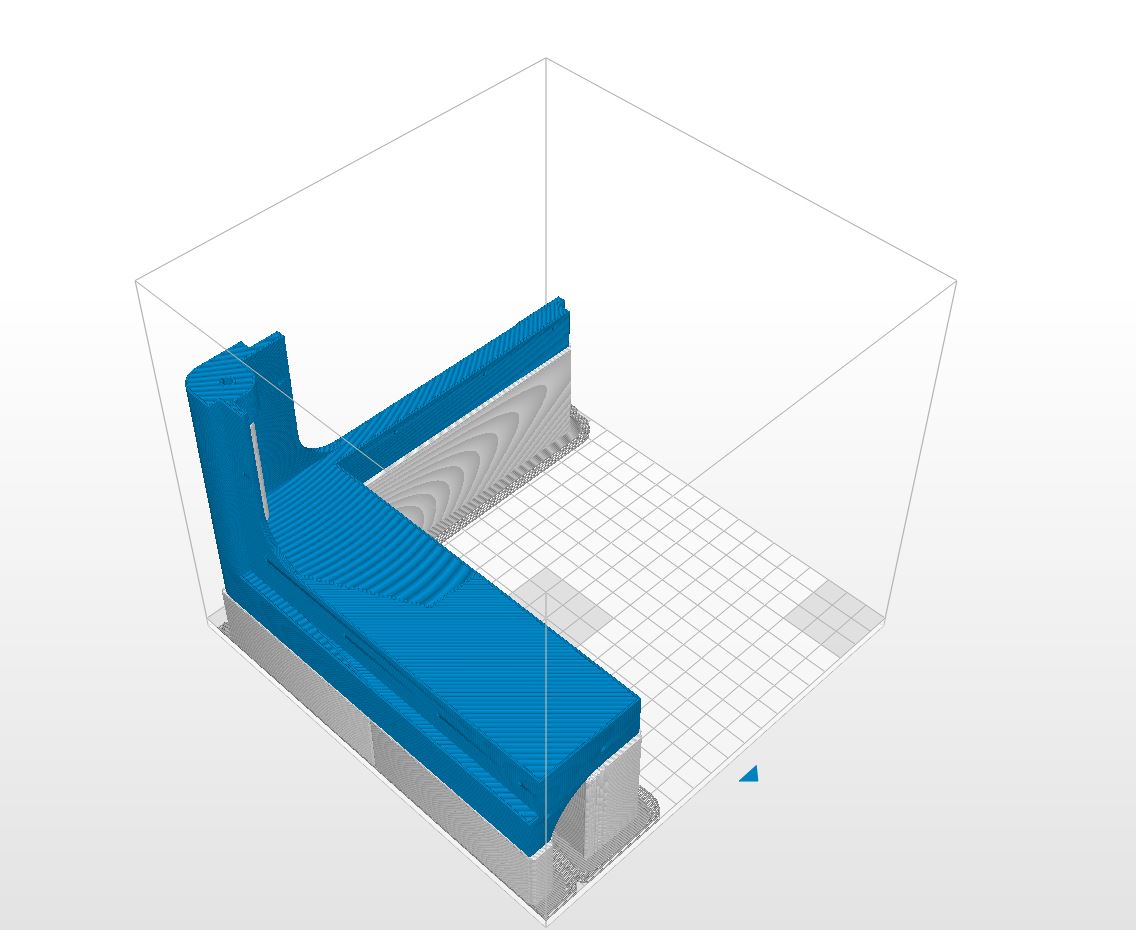
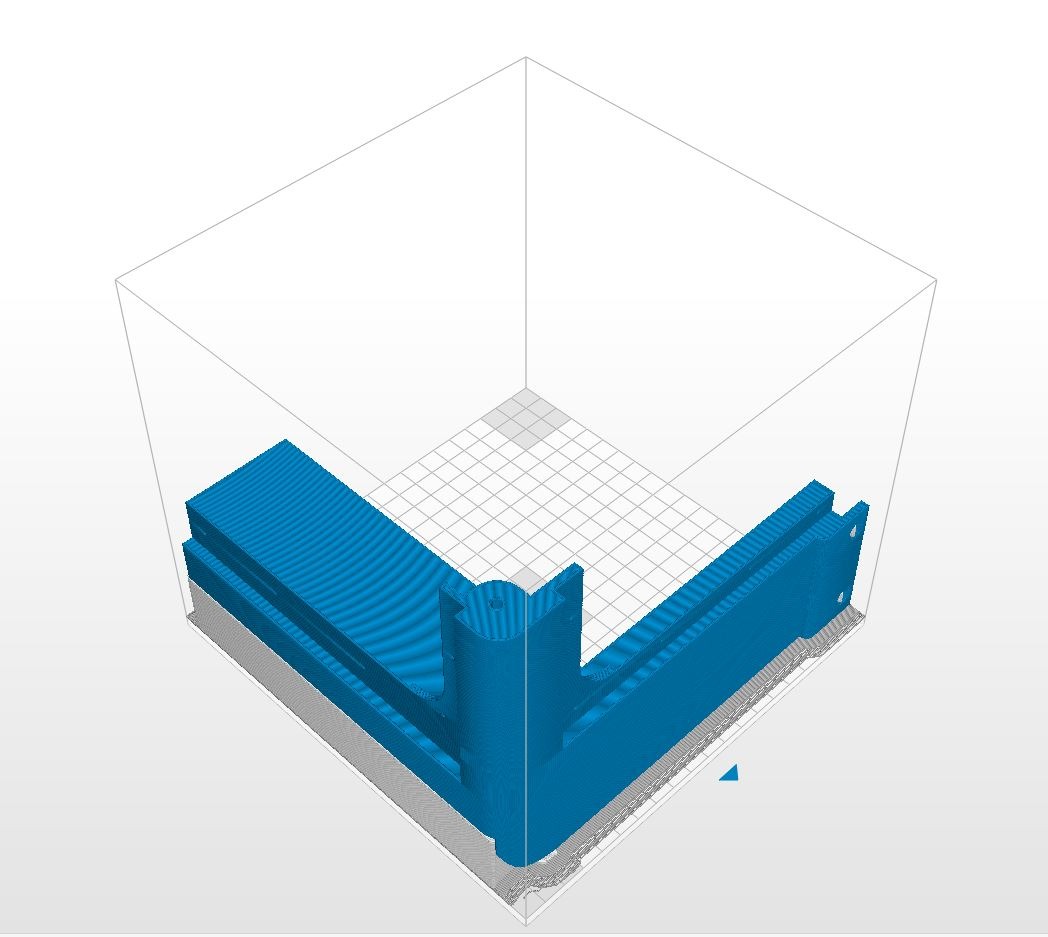
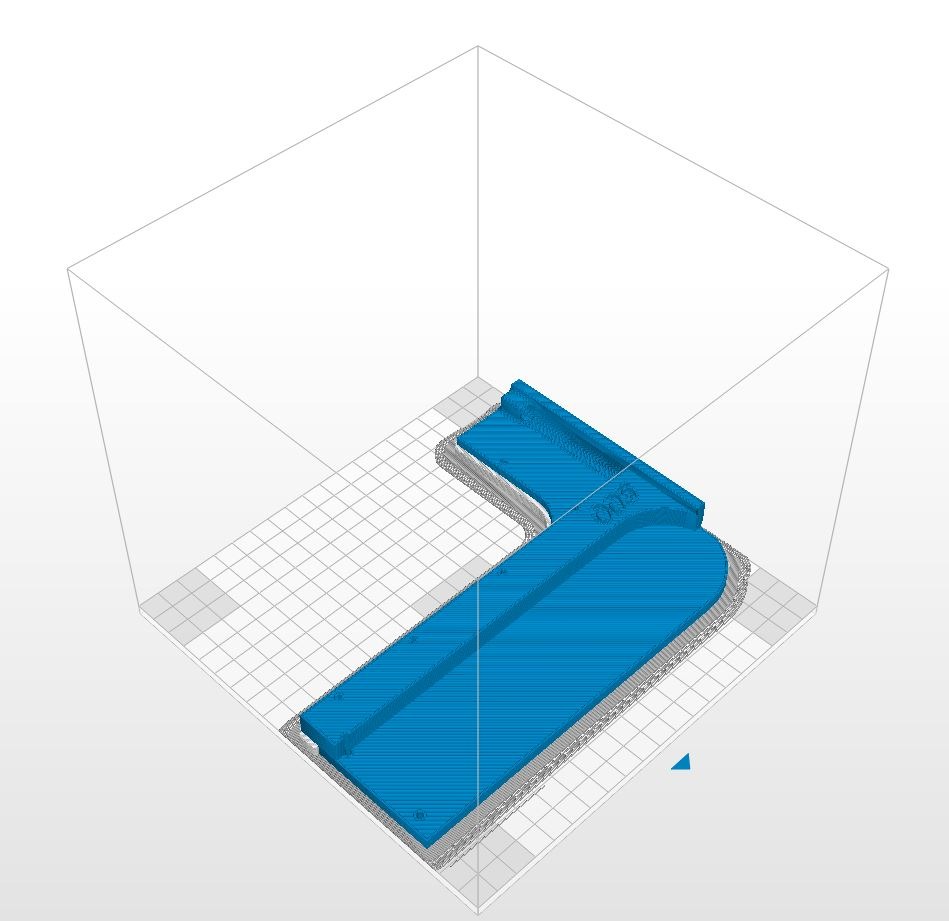
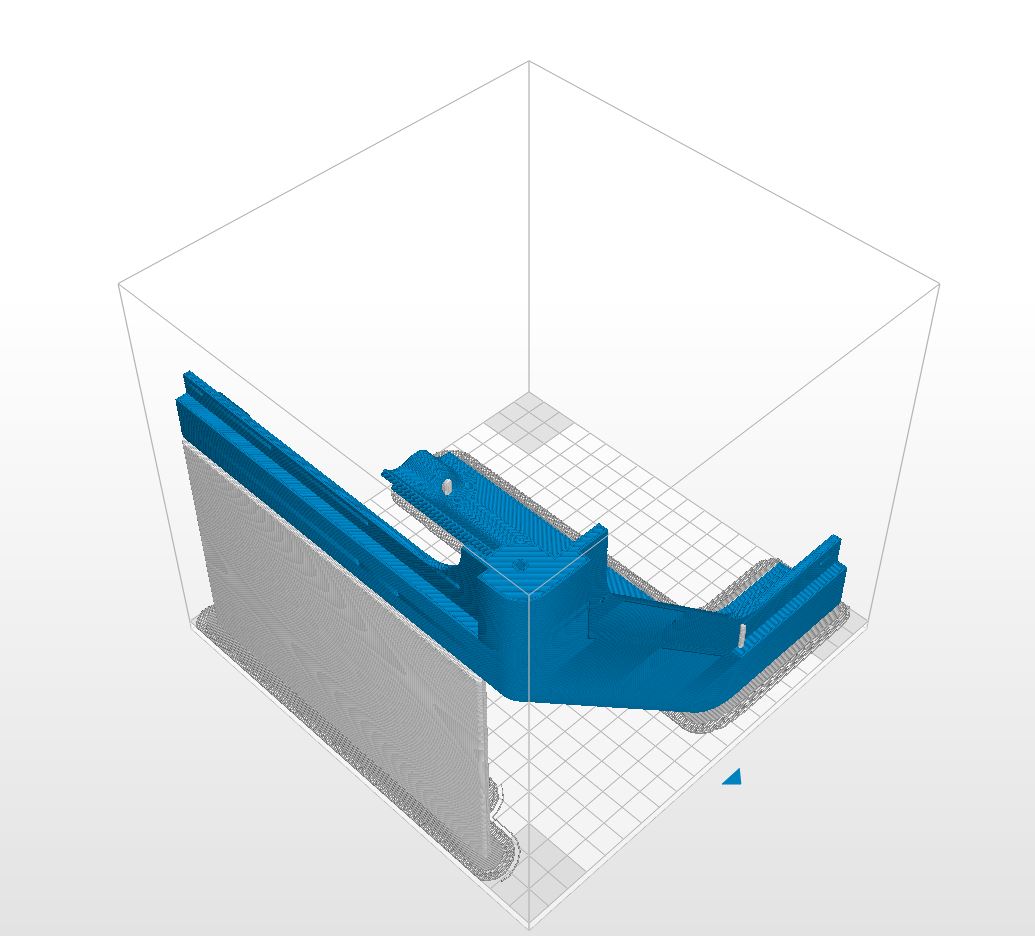
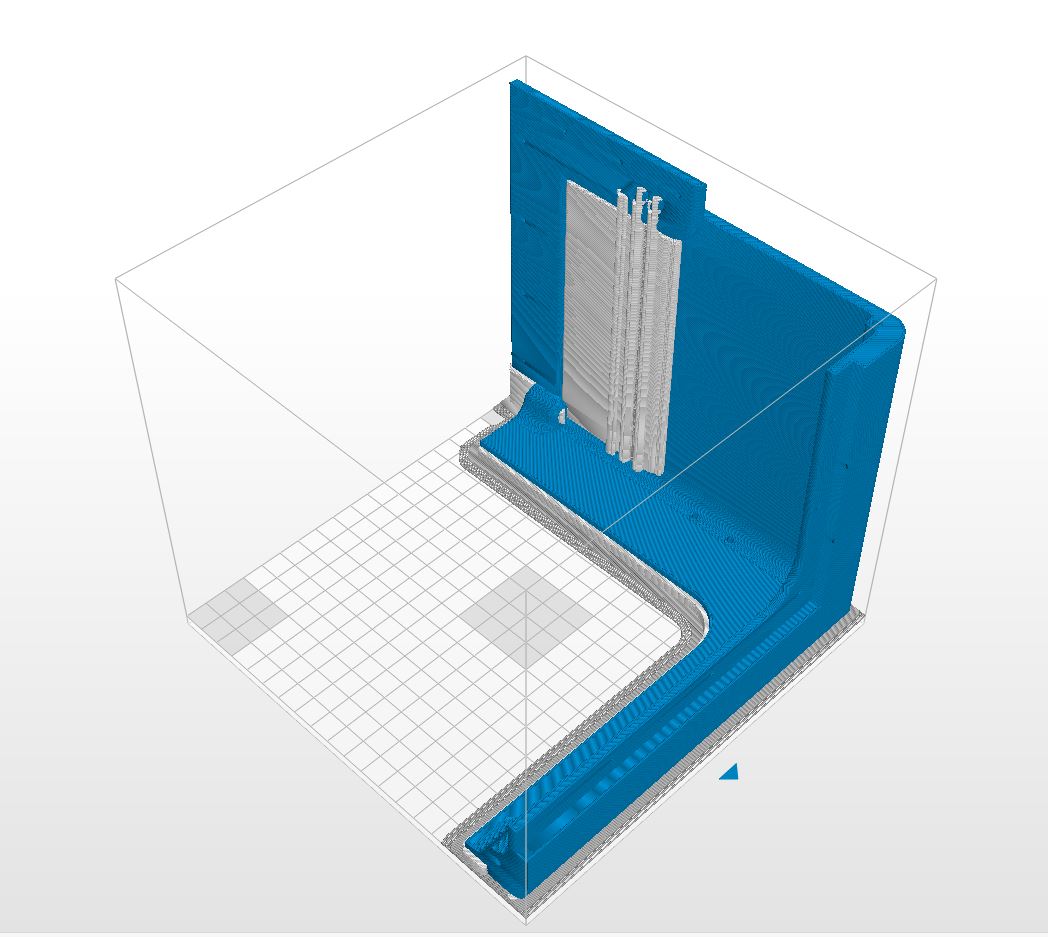
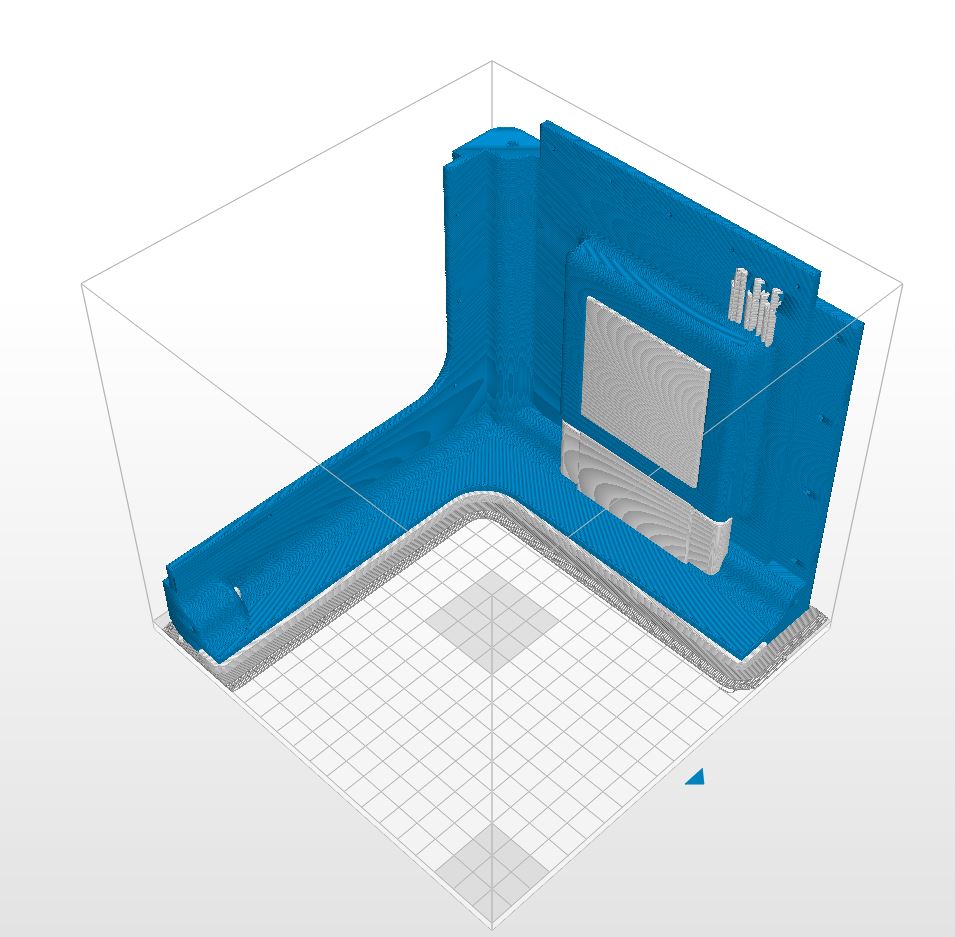
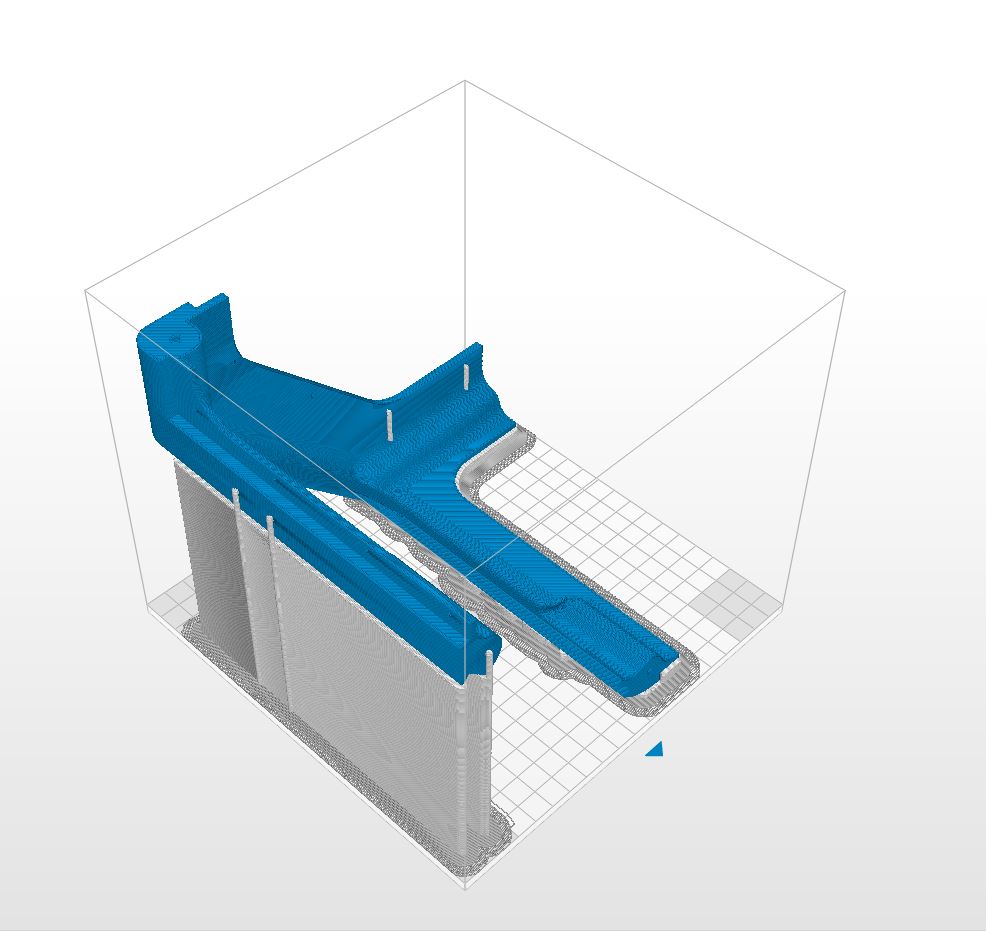
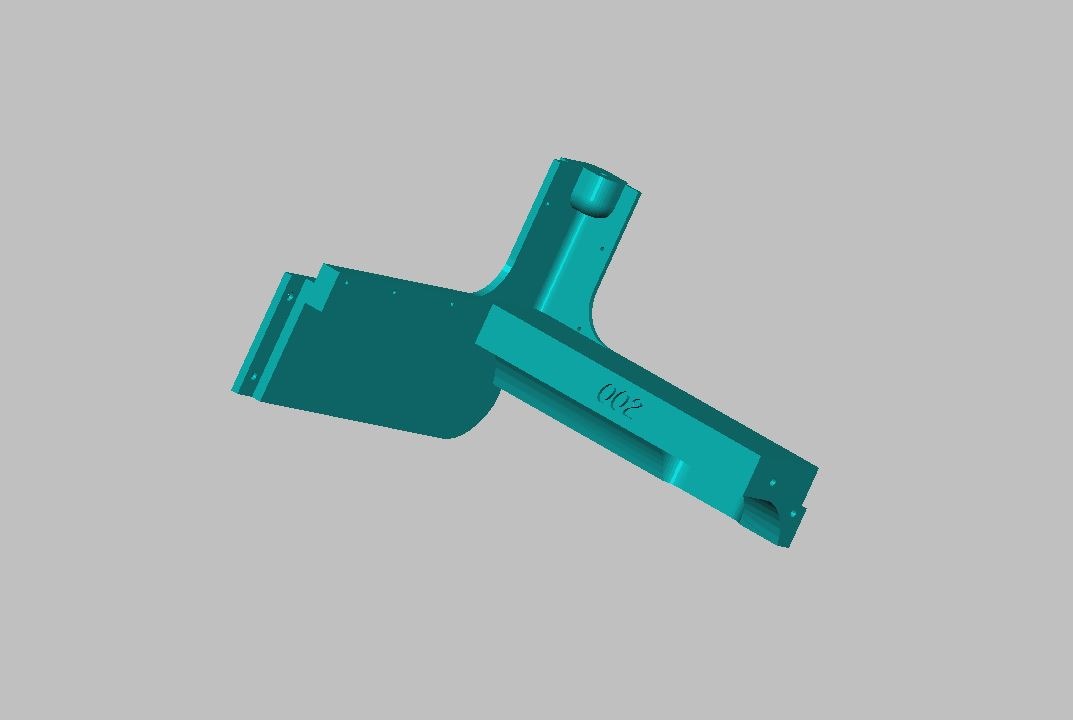
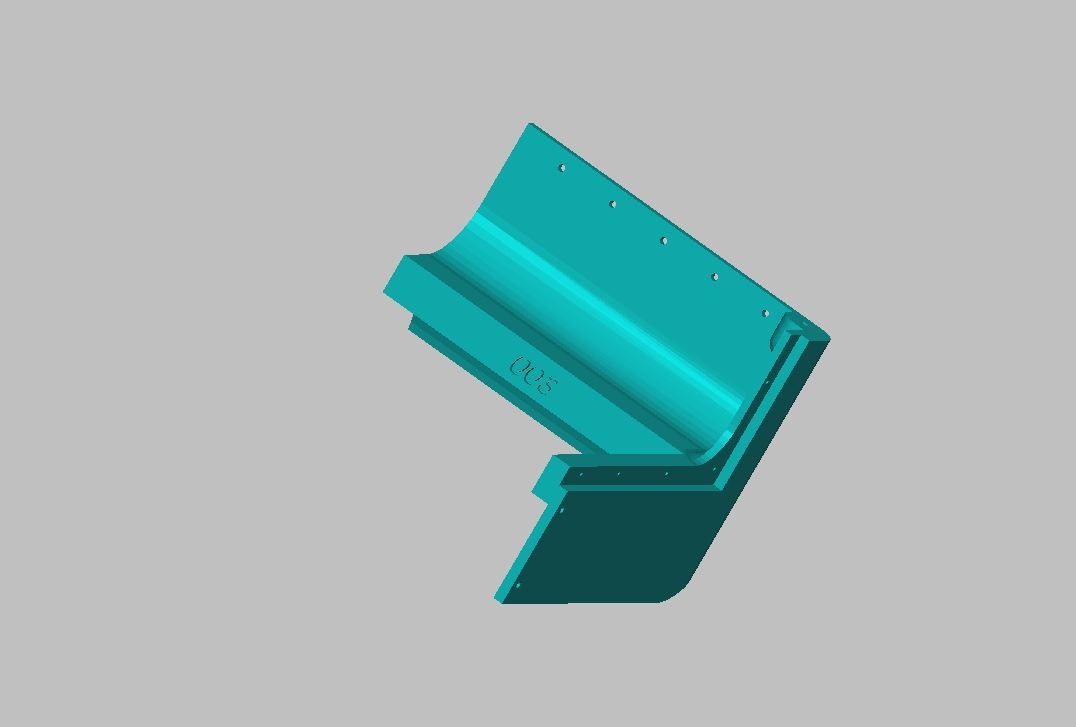
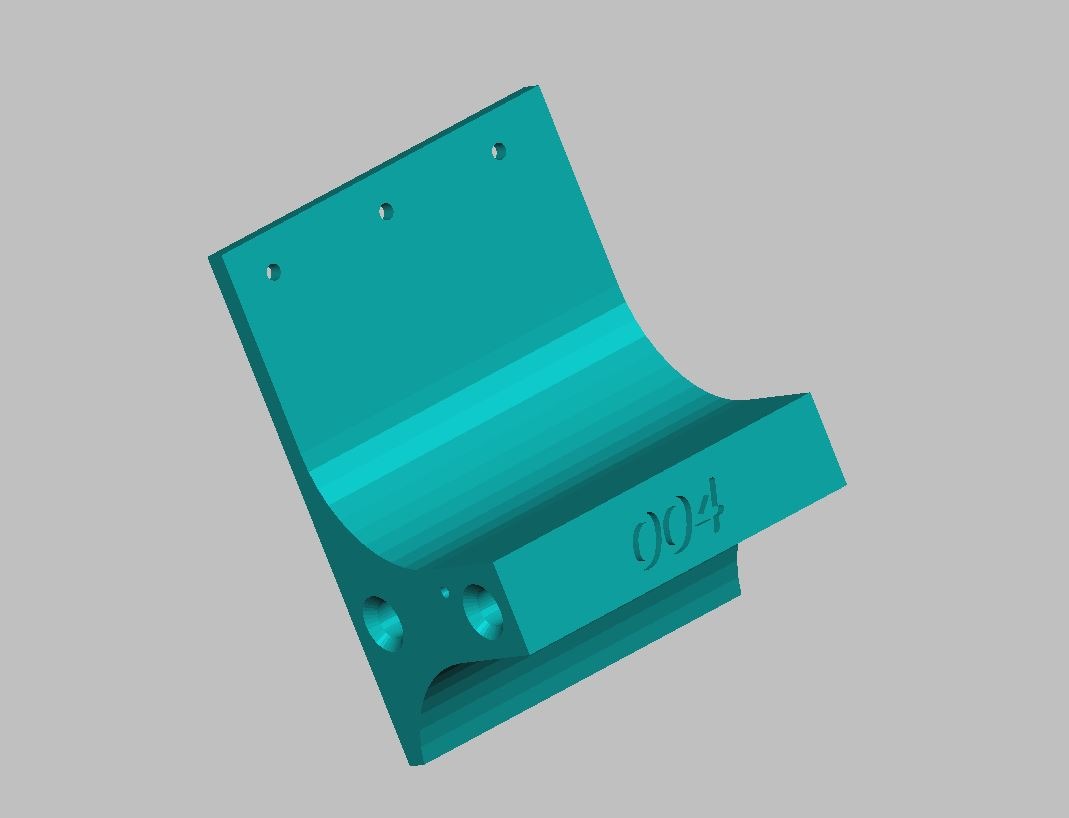
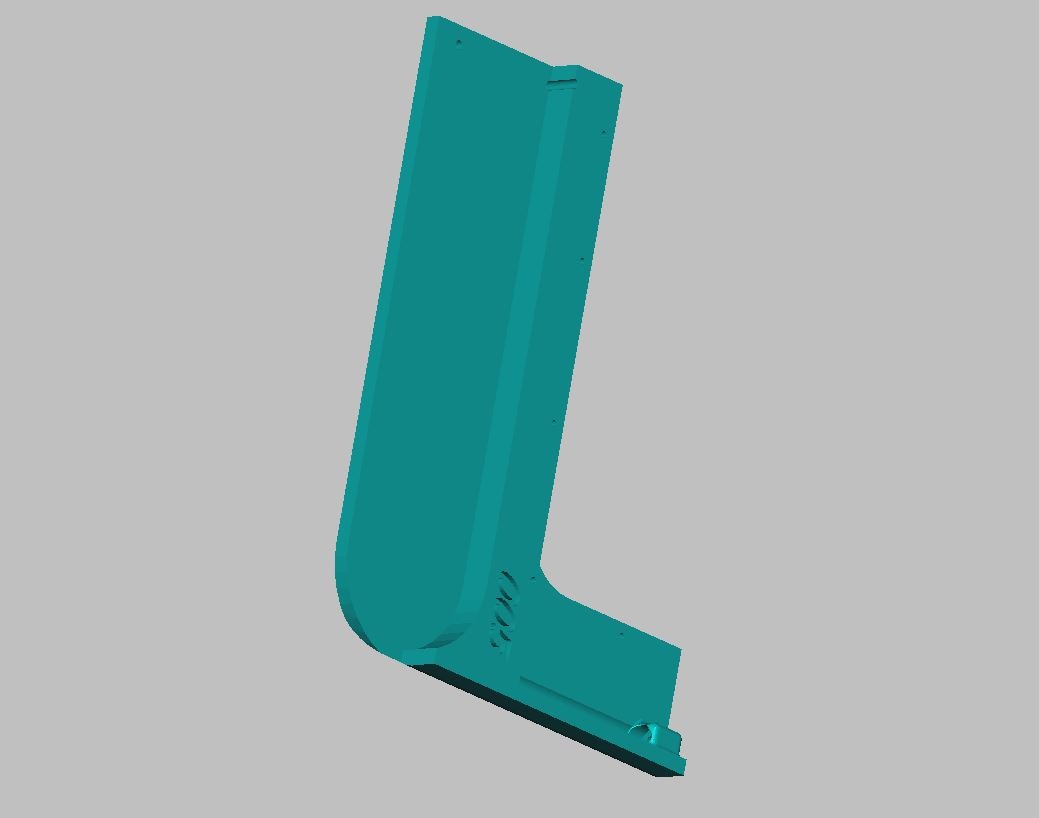
Positionnement conseillé des différentes pièces
|
Les pièces ont été positionnées pour avoir une qualité visuelle après montage la plus propre possible. Comme beaucoup de PLA , quand vous enlevez les supports ,il reste des petites parties blanches disgracieuses. Si vous voulez éviter de passer beaucoup de temps en post impression pour le nettoyage , il faut choisir ce type de positionnement.
|
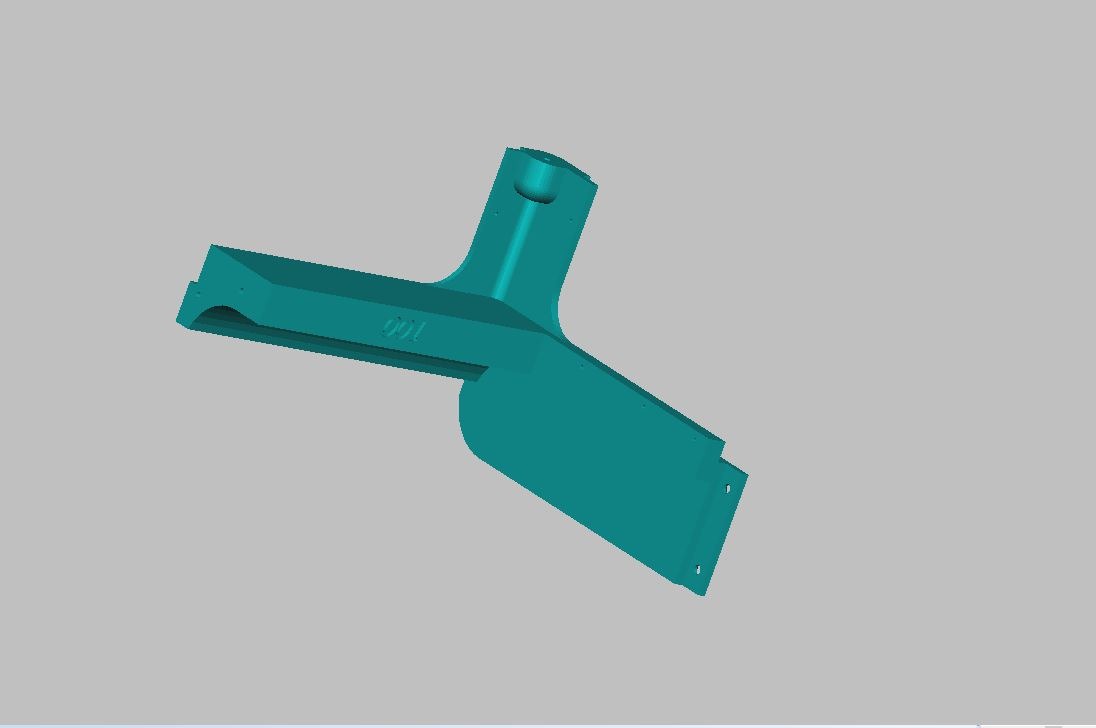
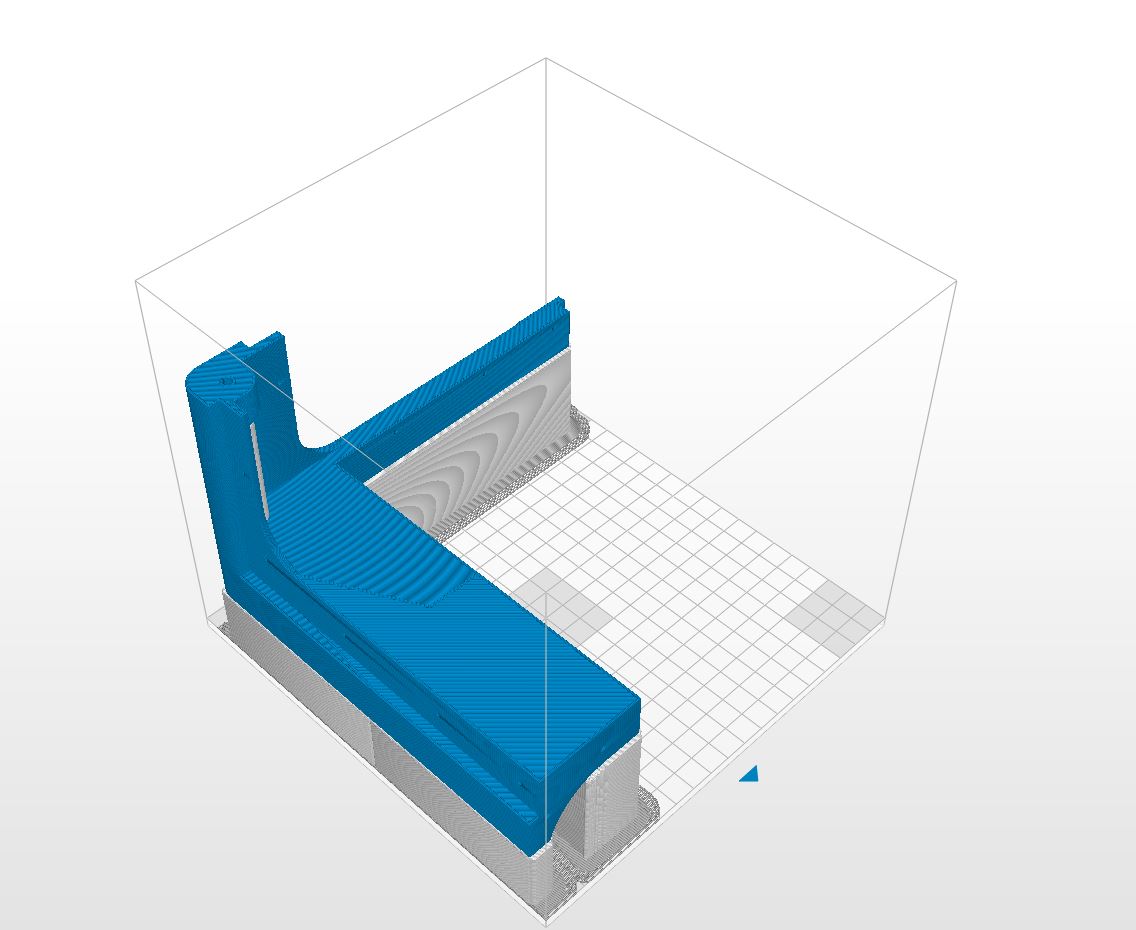 Position pour la pièce 001 Zortrax – RedOhm |
 Position pour la pièce 002 Zortrax – RedOhm |
 Position pour la pièce 003 Zortrax – RedOhm |
|
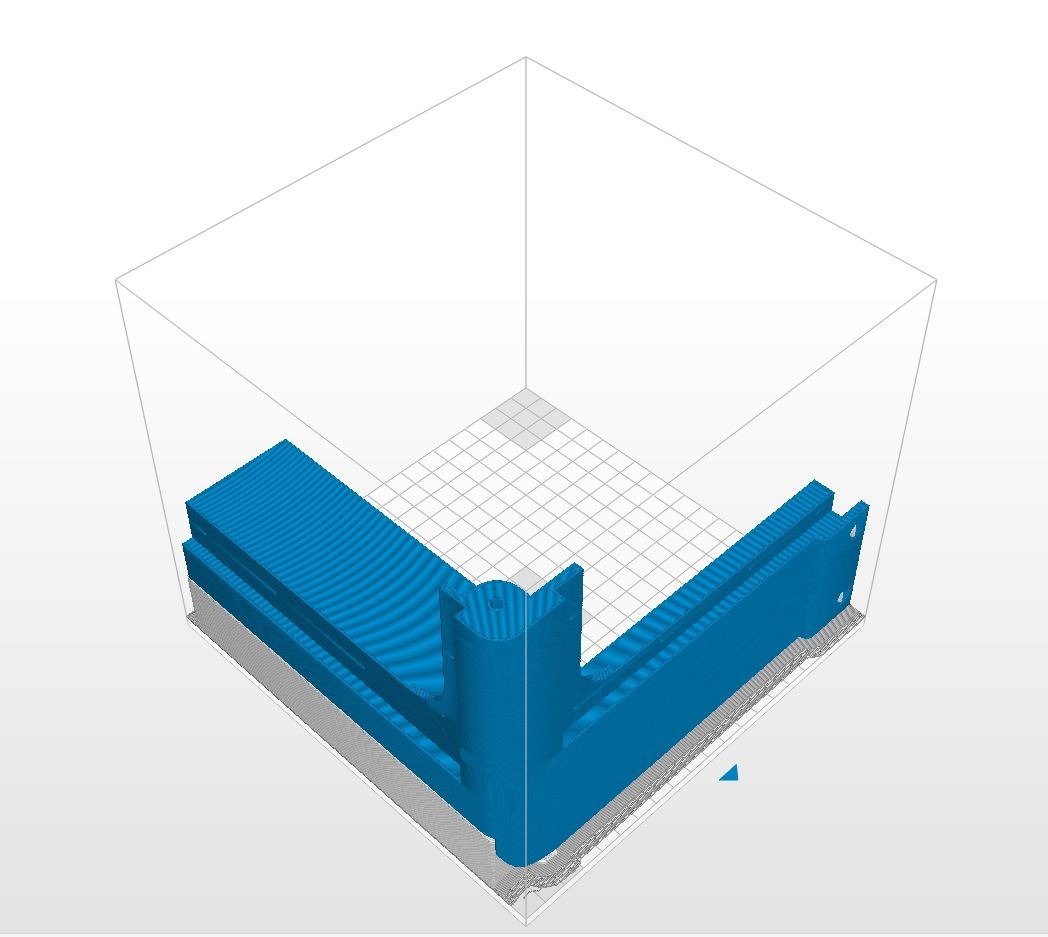
 Position pour la pièce 004 Zortrax – RedOhm |
 Position pour la pièce 005 Zortrax – RedOhm |
 Position pour la pièce 006 Zortrax – RedOhm |
|
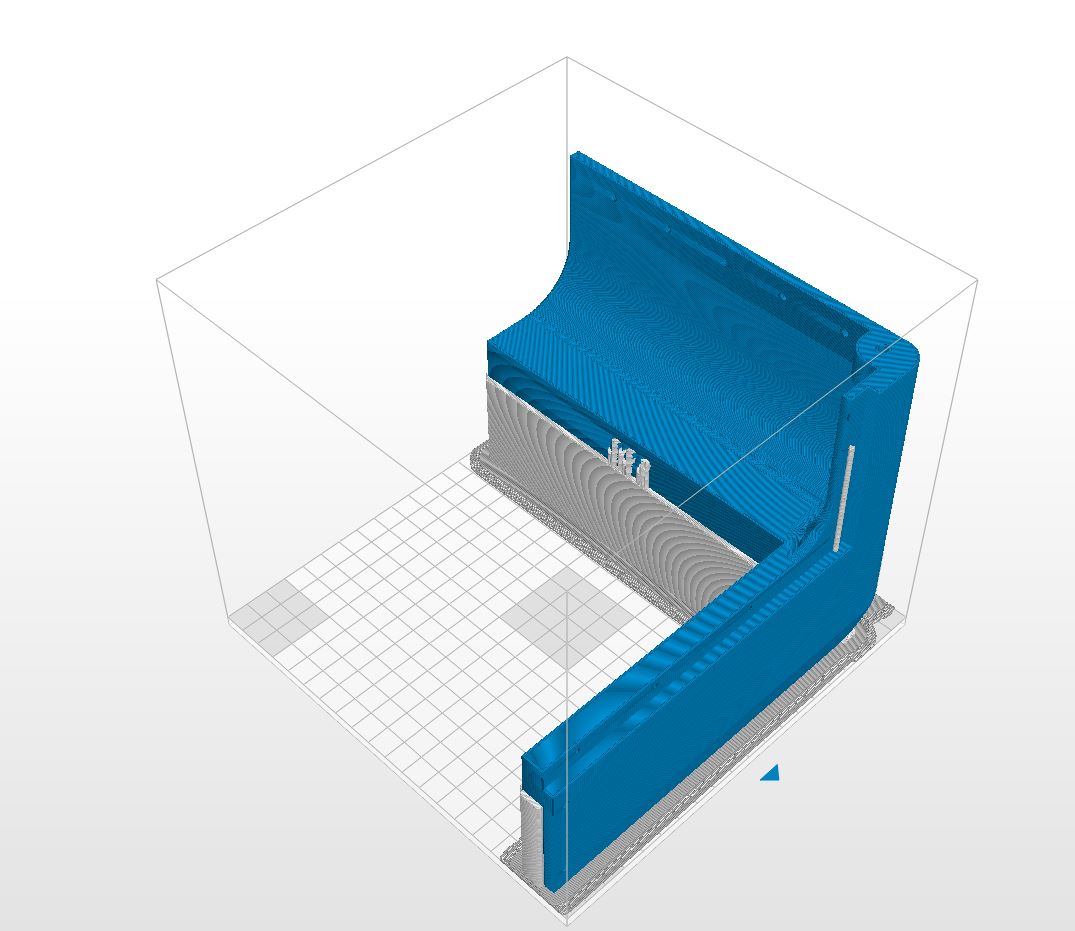
 Position pour la pièce 007 Zortrax – RedOhm |
 Position pour la pièce 008 Zortrax – RedOhm |
 Position pour la pièce 009 Zortrax – RedOhm |
| Retour au sommaire |
![]()
Impression avec du filament PLA Arianeplast |
Caractéristique des pièces du capot Zortrax M200
|
Attention : Attention seuls les types de filament suivant sont à utiliser dans ce cas bien précis, le PLA rouge , noir et gris métallisé 3D
| Pièces | Taille X en mm |
Taille Y en mm |
Taille Z en mm |
Poids en g | Temps estimé | Gain matière |
| 001 | 199 | 183 | 140 | 383g | 31h | 0g |
| 002 | 199 | 183 | 140 | 359g | 31h | 0g |
| 003 | 193 | 179 | 140 | 418g | 36h30 | 0g |
| 004 | 55 | 84 | 110 | 110g | 8h30 | 15g |
| 005 | 143 | 140 | 140 | 118g | 8h54 | 19g |
| 006 | 185 | 179 | 158 | 251g | 24h | 211g |
| 007 | 195 | 195 | 172 | 297g | 30h | 428g |
| 008 | 195 | 179 | 172 | 369g | 34h | 406g |
| 009 | 185 | 179 | 256 | 266g | 26h | 204g |
| Poids total ⇒ | 2571g | |||||
Estimation du budget avec un prix du PLA type ArianePlast métallisée à 39 € les 2kg
3,854g*19,5€ = 50.13€
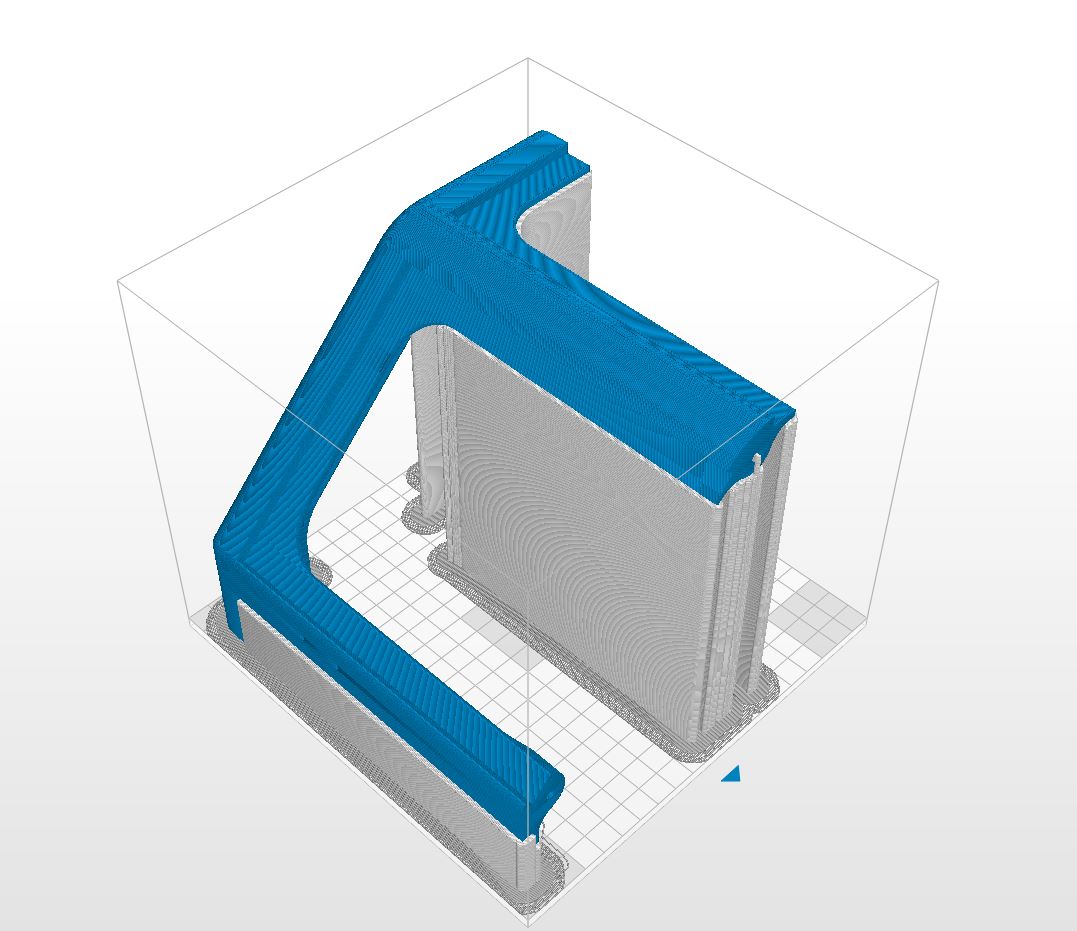
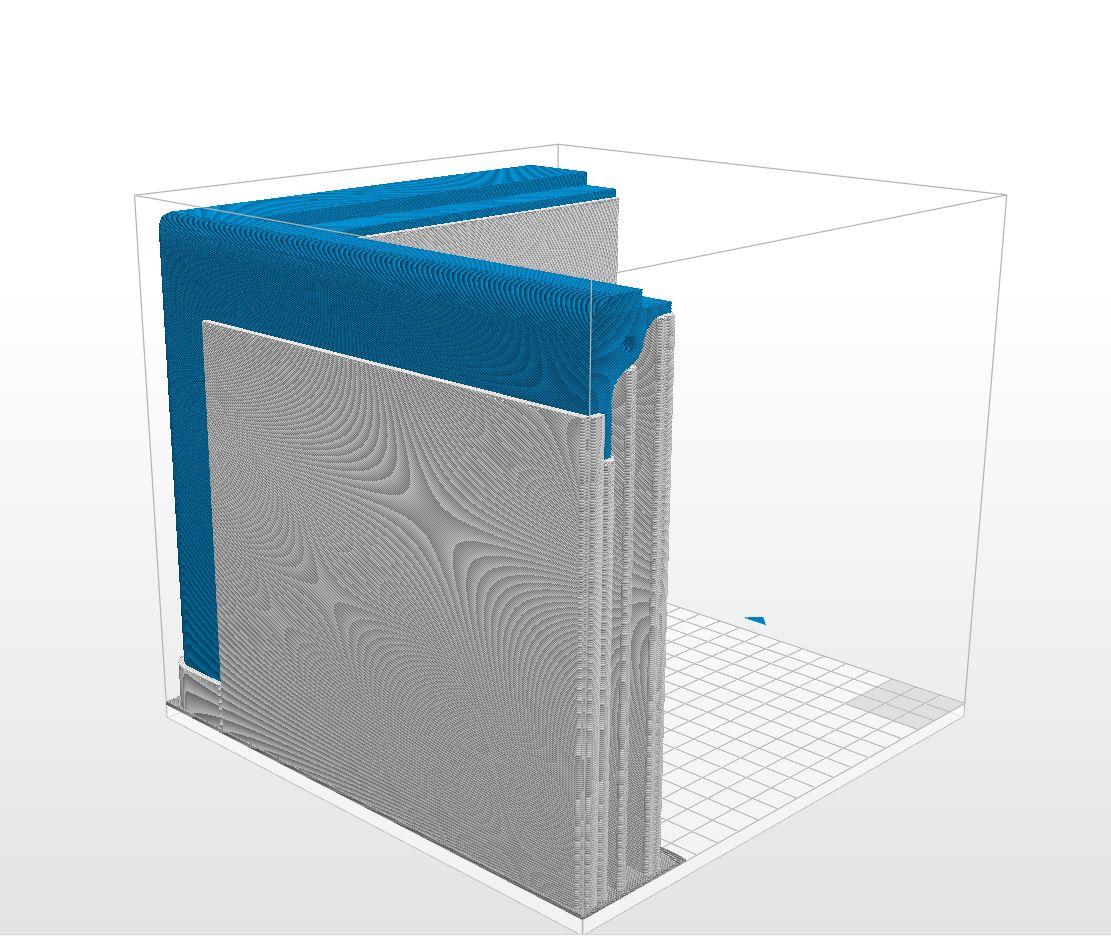
Positionnement conseillé des différentes pièces
|
Ce filament ( filament gris, rouge , noir métallisé exclusivement ) possède la propriété de ne laisser que très peu de traces lors du nettoyage des supports nécessaires à la fabrication de celle-ci. Cela nous permet d’avoir un aspect des plus réussis. C’est pour cette raison que les pièces sont positionnées pour avoir le moins de supports possibles, d’où une consommation de filament plus réduite et un temps d’impression moins long.
|
 Position pour la pièce 001 ArianePlast Zortrax M200 – RedOhm |
 Position pour la pièce 002 ArianePlast Zortrax M200 – RedOhm |
 Position pour la pièce 003 ArianePlast Zortrax M200 – RedOhm |
|
 Position pour la pièce 004 ArianePlast Zortrax M200 – RedOhm |
 Position pour la pièce 005 ArianePlast Zortrax M200 – RedOhm |
 Position pour la pièce 006 ArianePlast Zortrax M200 – RedOhm |
|
 Position pour la pièce 007 ArianePlast Zortrax M200 – RedOhm |
 Position pour la pièce 008 ArianePlast Zortrax M200 – RedOhm |
 Position pour la pièce 009 ArianePlast Zortrax M200 – RedOhm |
| Retour au sommaire |
![]()
Impression des accessoires pour le capot de la Zortrax M200 |
| Pièces | Taille X en mm |
Taille Y en mm |
Taille Z en mm |
Poids en g | Temps estimé | Matière |
| 020 | 98 | 14 | 119 | 93g | 7h10mm | PLA |
| 021 | 24 | 32 | 10 | 4g | 32mm | ABS ou Hips |
| 022 | 140 | 40 | 30 | 42g | 4h28mm | ABS ou Hips |
| Retour au sommaire |
![]()
Les fichiers STL pour l’impression du capot pour l’imprimante Zortrax M200 |
|
Cliquez sur la pièce pour agrandir la vue |
||
|
 Capot Zortrax piece 001 |
 Capot Zortrax piece 002 |
 Capot Zortrax piece 003 |
|
 Capot Zortrax piece 004 |
 Capot Zortrax piece 005 |
|
| Retour au sommaire |
|
 Capot Zortrax piece 006 |
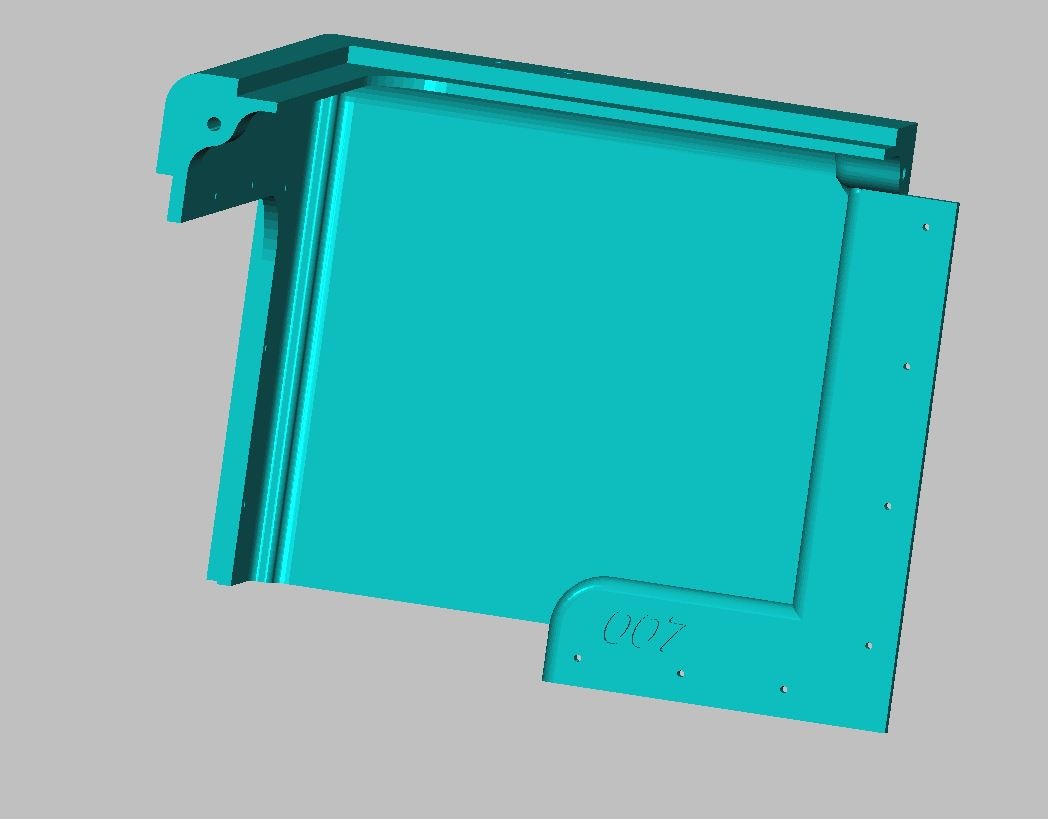 Capot Zortrax piece 007 |
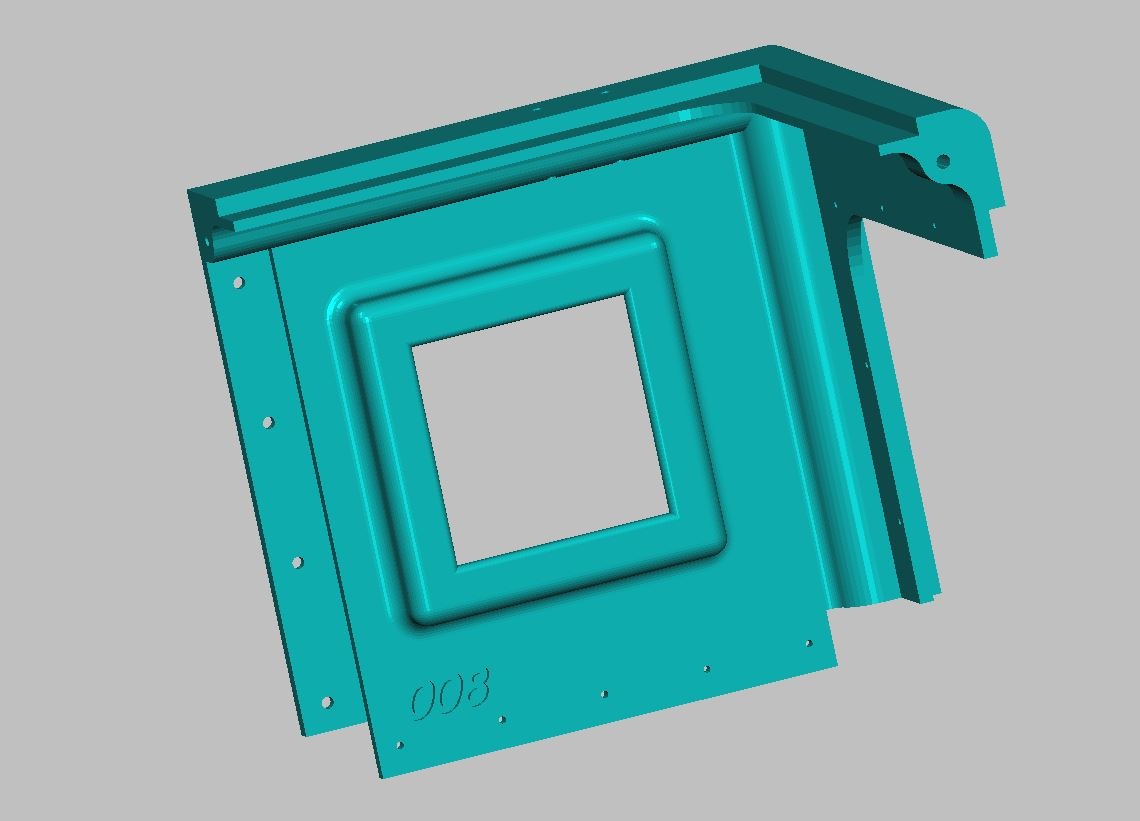 Capot Zortrax piece 008 |
|
 Capot Zortrax piece 009 |
||
| Retour au sommaire |
|
 Pièce 020 – Capot câble Zortrax M200 – RedOhm |
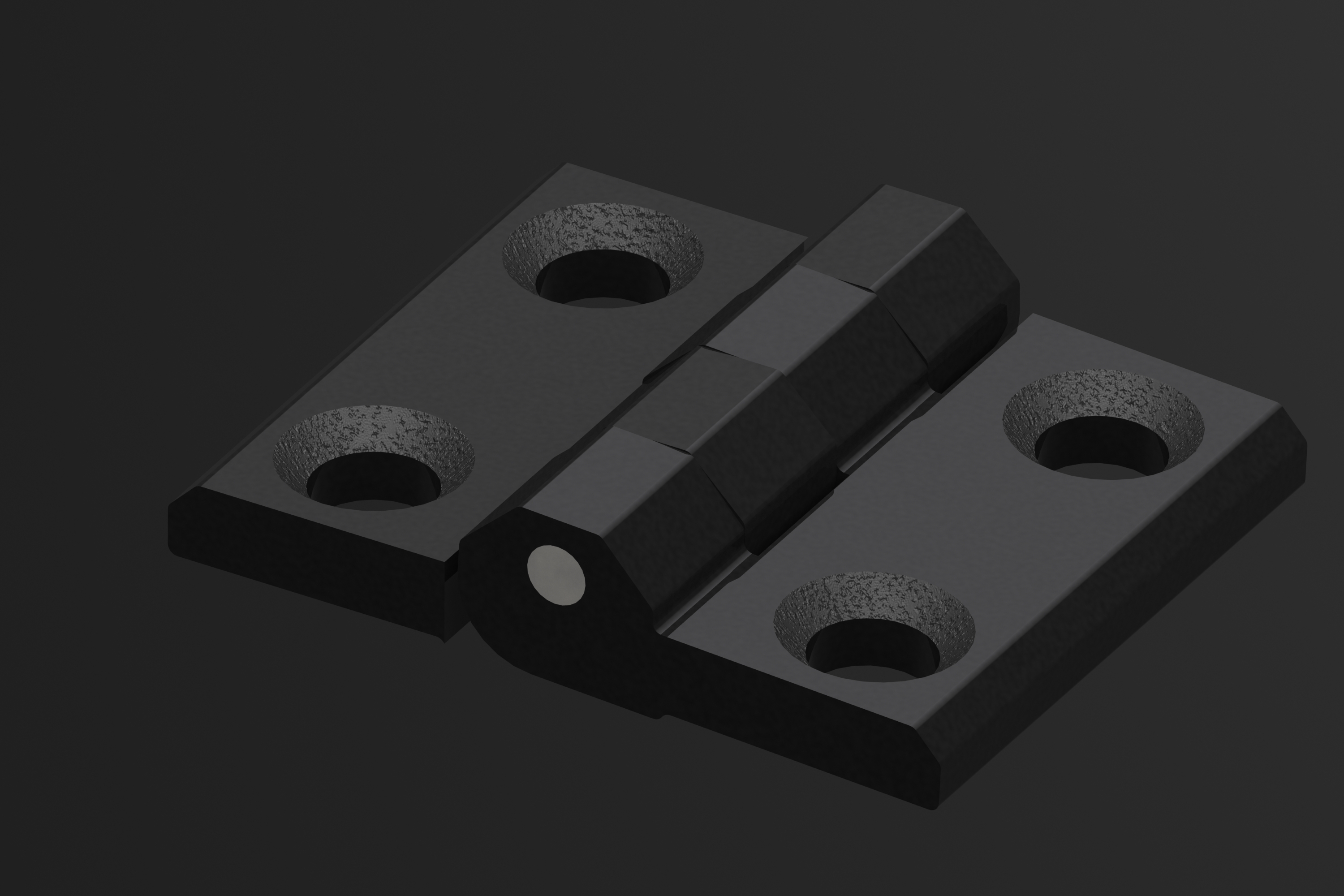
 Pièce 021- Charniere Zortrax M200 – RedOhm |
 Pièce 022 -Poignet Zortrax M200 – RedOhm |
| Retour au sommaire |
![]()
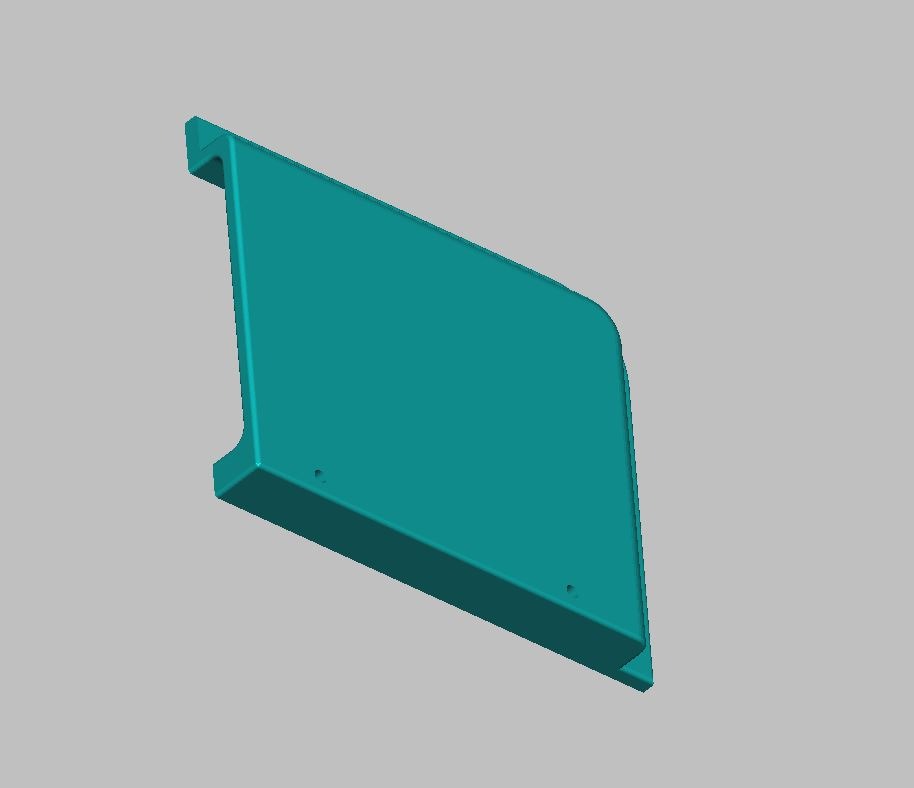
Dossier pour le plexiglas |
Le polyméthacrylate de méthyle ou PMMA, plus connu sous le nom de plexiglas, a été inventé par les chimistes Barker et Skinner en 1924.
Il s’agit d’une matière Plastique appartenant à la famille des thermoplastiques, qui a pour propriétés d’être transparente et très résistante.
Ce matériau appartient à la famille des thermoplastiques, c’est-à-dire des matières plastiques qui se déforment et peuvent être façonnées sous l’action de la chaleur.
Source : Gralon.net
Exemple d’approvisionnement : Evonik industries
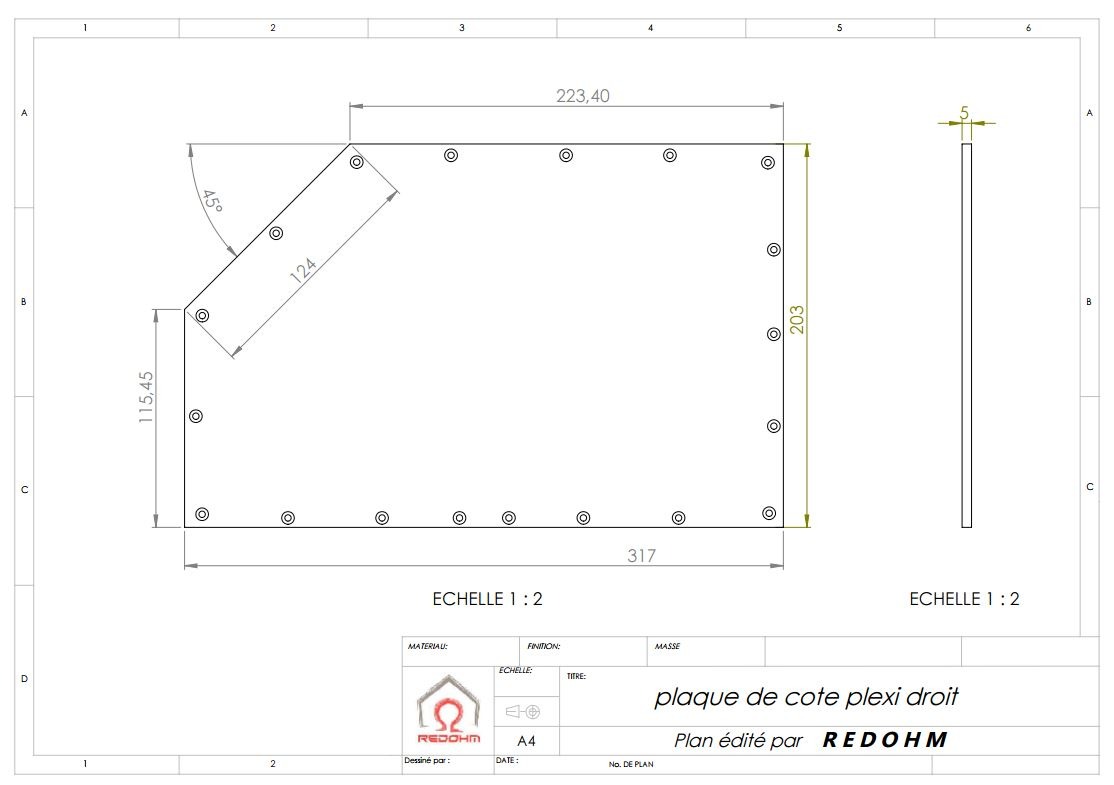
Plaque de cote plexi droit – RedOhm
plaque de cote plexi droit
plaque de cote plexi gauche
plaque dessus
plaque devant bas
plaque devant haut
| Retour au sommaire |
![]()
![]()
Retrouvez sur cette page l’ensemble des articles concernant le robot Maya ( album photos des pièces , plan mécanique , fichier à télécharger pour l’impression 3D )
Maya version 1.00 – RedOhm
![]()
Information |
Vous avez sur cette page les principaux paramètres entre autre, la vitesse ,la température , la qualité d’impression ainsi que le poids de la matière et le temps pour réaliser votre pièce .L’ensemble de ces paramètres est applicable pour l’imprimante Replicator 2 en version PLA (il suffira d’adapter ces paramètres pour un autre type d’imprimante 3D ) .
Pour ses impressions nous avons utilisé du fil PLA 1.75 de chez Verbatim. Voir La liste pour les imprimantes compatibles . Voici le lien -> Verbatim imprimante.
Note : Pour ABS
Nous avons testé ces pièces en impression pour l’ABS
Utilisez une imprimante carénée avec une chambre d’impression chauffée de préférence .
Nous obtenons de bon résultat avec une température d’extrudeur de 220°C et avec un lit chauffé à 80°C ( si l’imprimante est carénée ) afin d’éviter les déformations dues au refroidissement du plastique lors de l’impression.
Pour les imprimantes non carénée la température du plateau chauffant recommandé (80 à 120°C).
Vérifiez si votre plateau est de niveau .
Vérifiez que votre plateau soit bien droit et l’espace buse plateau soit respecté en tous points , sinon, mettez-le de niveau et réglez votre espace buse plateau .Ne lancez l’impression que lorsque l’imprimante et le plateau sont calibrés correctement.
Vérifiez que vous avez assez de filament .
Vérifiez que votre filament soit bien chargé sur son support à bobine , et contrôlez le poids de votre bobine moins la tare + 20% correspondant au poids total de la pièce à imprimer en fonction des paramètres joints sur le tableau récapitulatif.
Contrôle de l’extrudeur .
Il est important de vérifier si l’extrudeur et la buse sont propres surtout avant d’imprimer de grosse pièce.
| Retour au sommaire |
![]()
Vue éclatée de la tête de Maya pour le choix des pièces |
Vue éclatée de la tête de Maya pour le choix des pièces – RedOhm
| Retour au sommaire |
![]()
Ensemble des fichiers à télécharger
|
Robot Maya encéphale gauche pièce 001 – RedOhm
Information pour l’impression :
– Temps de réalisation : 68h20mm
– Matière : 830 g
– Type de Matière : PLA dans ce cas
– Remplissage : 40%
– Définition : Haute
– Température : configuration sur Z-GLASS pour du PLA pour imprimante Zortrax ou sur Replicator 210°C
– Note pour PLA : Un lit chauffé à 40°C
| Remarque et modification : Préféré l’utilisation du PLA pour les objets de grande surface . Réalisation de la pièce sur imprimante Zortrax M200 Le temps de réalisation de la pièce dépend en grand partie du type de finition , exemple pour une finition normal le temps sera de 46h43mm et en matière 557g . A savoir sur l’imprimante Replicator 2 nous étions à 32 h10mm pour un remplissage de 20% et un poids de 490 g |
||
| Volume utile sur l’imprimante : 724 cm3 | ||
| Longueur : 242 mmm | Largeur : 85 mm | Hauteur : 148 mm |
| Retour au sommaire |
![]()
Robot Maya encéphale droit pièce 002 – RedOhm
Information pour l’impression :
– Temps de réalisation :68h25mm
– Matière : 845g
– Type de Matière : PLA dans ce cas
– Remplissage : 40%
– Définition : Haute
– Température : configuration sur Z-GLASS pour du PLA pour imprimante Zortrax ou sur Replicator 210°C
– Note pour PLA : Un lit chauffé à 40°C
| Remarque et modification : Même commentaire que ci-dessus . Préféré l’utilisation du PLA pour les objets de grande surface . Réalisation de la pièce sur imprimante Zortrax M200 Le temps de réalisation de la pièce dépend en grand partie du type de finition , exemple pour une finition normal le temps sera de 46h52mm et en matière 570g . A savoir sur l’imprimante Replicator 2 nous étions à 32 h10mm pour un remplissage de 20% et un poids de 490 g |
||
| Volume utile sur l’imprimante : 726cm3 | ||
| Longueur : 242 mm | Largeur : 85 mm | Hauteur : 148 mm |
Maya ensemble des 2 encéphales RedOhm ( Reproduit par Davy en PLA de chez Ariane-plas )
Fournisseur pour la réalisation ci-dessus : Ariane-plas
| Retour au sommaire |
![]()
Robot Maya raccord tête 002A – RedOhm
Information pour l’impression :
– Temps de réalisation :3h58mm
– Matière : 60.84 g (0.134ib)
– Type de Matière : ABS ou PLA ou HIPS
– Remplissage : 30%
– Définition : Haute
– Température : 250°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : Préféré l’utilisation de l’ABS ou du HIPS. L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles . |
||
| Volume utile sur l’imprimante : 65cm3 | ||
| Longueur : 71mm | Largeur : 71mm | Hauteur :64 |
| Retour au sommaire |
![]()
Robot Maya mâchoire pièce 003 – RedOhm
Information pour l’impression :
– Temps de réalisation :12h20mm
– Matière : 193.72 g (0.427ib)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : 178 cm3 | ||
| Volume utile sur l’imprimante : | ||
| Longueur : 155 mm | Largeur : 110 mm | Hauteur : 85 mm |
| Retour au sommaire |
![]()
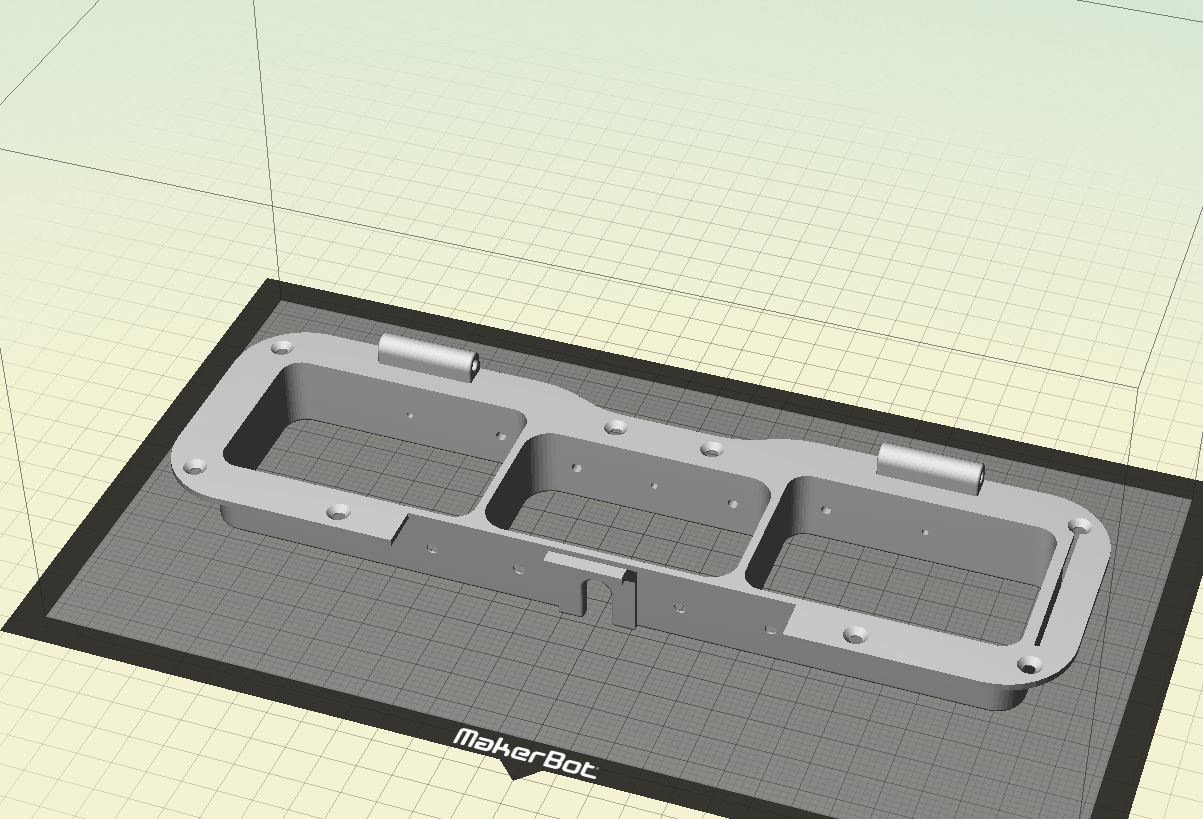
Robot Maya base de cou plat pièce 025 – RedOhm
Information pour l’impression :
– Temps de réalisation :14h50mm
– Matière : 262.31 g (0.578ib)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : 03/12/2016 : Sur la version 1.00 , nous avons modifié la portée de la butée à billes, et nous avons ajouté une décoration à la base du support (papillon galactique symbole Maya) |
||
| Volume utile sur l’imprimante : 304 cm3 | ||
| Longueur : 225 mm | Largeur : 150 mm | Hauteur : 30 mm |
| Retour au sommaire |
![]()
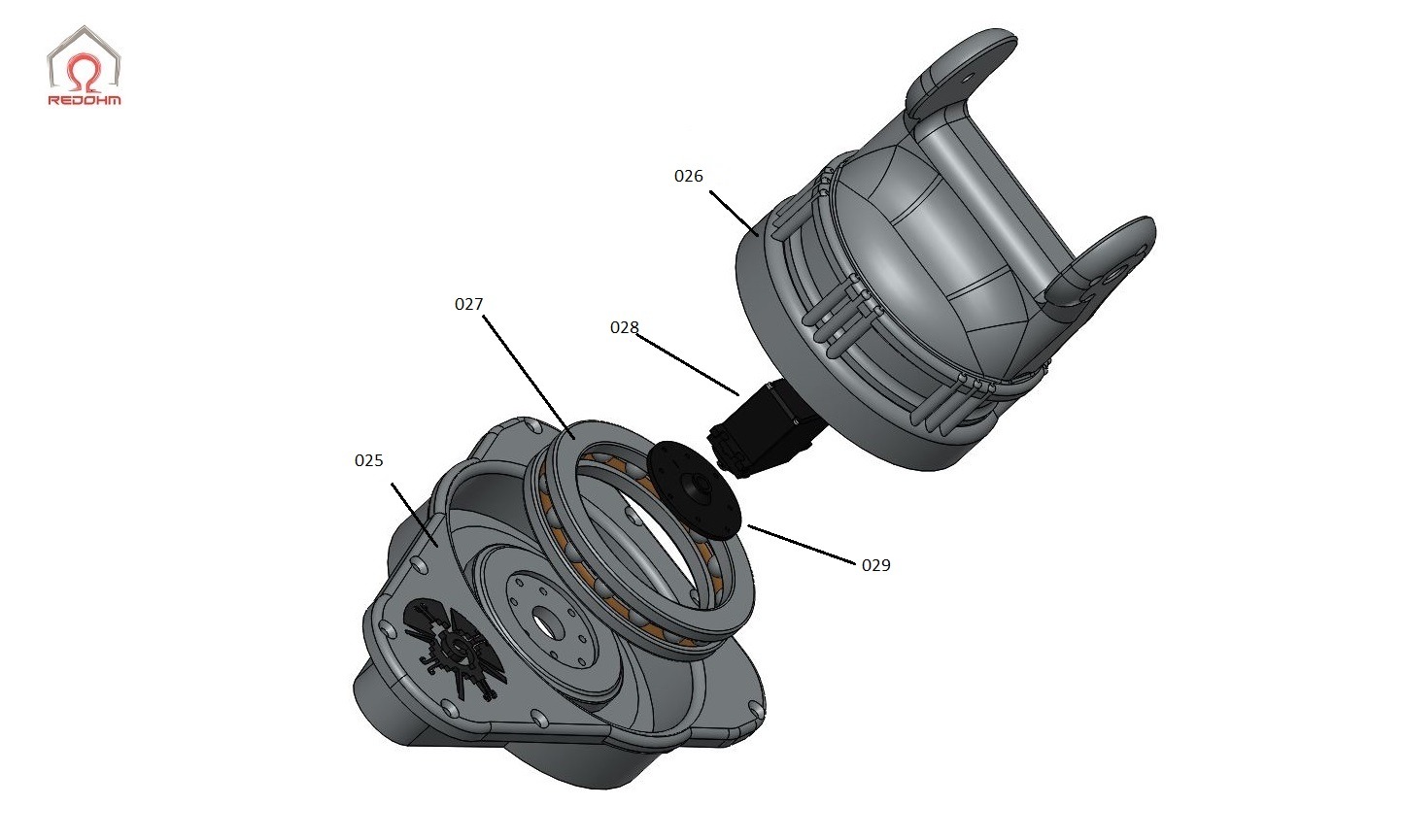
Robot Maya cou pièce 026 – RedOhm
Information pour l’impression :
– Temps de réalisation :15h59mm
– Matière : 263.49 g (0.581ib)
– Type de Matière : ABS ou PLA ou HIPS
– Remplissage : 30%
– Définition : Haute
– Température : configuration sur Z-GLASS pour du PLA pour imprimante Zortrax ou sur Replicator 210°C
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : Préféré l’utilisation de l’ABS ou du HIPS. L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles . |
||
| Volume utile sur l’imprimante : 533 cm3 | ||
| Longueur : 117 mm | Largeur : 117 mm | Hauteur : 144 mm |
| Retour au sommaire |
![]()
Robot Maya masque avant pièce 006 – RedOhm
Information pour l’impression :
– Temps de réalisation :7h18mm
– Matière : 114.66 g (0.253b)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : Le 09/12/2016 : Version 3.00 . Préféré l’utilisation de l’ABS ou du HIPS. L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles . |
||
| Volume utile sur l’imprimante : 152cm3 | ||
| Longueur : 110 mm | Largeur : 80 mm | Hauteur : 62 mm |
| Retour au sommaire |
![]()
 Information pour l’impression :
Information pour l’impression :
– Temps de réalisation :5h18mm
– Matière : 63 g
– Type de Matière :ABS ou PLA ou HIPS
– Remplissage : 40%
– Définition : Haute
– Température :configuration sur Z-GLASS pour du PLA pour imprimante Zortrax ou sur Replicator 210°C
– Note pour PLA : Un lit chauffé à 40°C
| Remarque et modification : 18 cm3 Dans notre cas la réalisation à était effectuée en PLA . L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles |
||
| Volume utile sur l’imprimante : | ||
| Longueur : 108 mm | Largeur : 77mm | Hauteur : 23 mm |
| Retour au sommaire |
![]()
Maya : Paupière pièce 008 – RedOhm
Information pour l’impression :
– Temps de réalisation :14h17mm
– Matière : 152 g
– Type de Matière :ABS ou PLA ou HIPS
– Remplissage : 20%
– Définition : Haute
– Température :configuration sur Z-GLASS pour du PLA pour imprimante Zortrax ou sur Replicator 210°C
– Note pour PLA : Un lit chauffé à 40°C
| Remarque et modification : Dans notre cas , la réalisation a était effectuée en PLA . L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles |
||
| Volume utile sur l’imprimante : 140 cm3 | ||
| Longueur : 257 mm | Largeur : 77mm | Hauteur : 23 mm |

Maya paupiere piece 008 RedOhm ( Reproduit par Davy en PLA de chez Ariane-plas )
| Retour au sommaire |
![]()
Robot Maya globe fermé piéce 009 – RedOhm
Information pour l’impression :
– Temps de réalisation :0h50mm
– Matière : 13 g (0.029ib)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles |
||
| Volume utile sur l’imprimante : 7 cm3 | ||
| Longueur : 60 mm | Largeur : 42 mm | Hauteur : 12 mm |
| Retour au sommaire |
![]()
Écrin pour écran pièce 010 Version 5.00 – RedOhm
Information pour l’impression :
– Temps de réalisation :1h09mm
– Matière : 16.21 g (0.036ib)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
|
Remarque et modification : |
||
| Volume utile sur l’imprimante : 15 cm3 | ||
| Longueur : 60mm | Largeur : 60mm | Hauteur : 35mm |
| Retour au sommaire |
![]()
Robot Maya support yeux piece 011 – RedOhm
Information pour l’impression :
– Temps de réalisation :6h30mm
– Matière : 103.27 g (0.228ib)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : | ||
| Volume utile sur l’imprimante : | ||
| Longueur en cm | Largeur en cm | Hauteur en cm |
| Retour au sommaire |
![]()
Vue éclatée du cou et de la base du cou de Maya
|
Vue éclatée du cou et de la base du cou de Maya
Information :Le 07-04-2017 : Le numéro des pièces a changé mais celle-ci reste identique à ce jour |
| Retour au sommaire |
![]()
Vue éclatée du thorax et des épaules de Maya
|
Après une série d’essais sur le fonctionnement des épaules Maya, nous nous sommes aperçus qu’il fallait limiter les charges verticales sur l’axe du moteur de l’épaule. Nous avons donc opéré une modification des épaules de Maya, afin d’y insérer une butée à rouleaux pour limiter les contraintes.
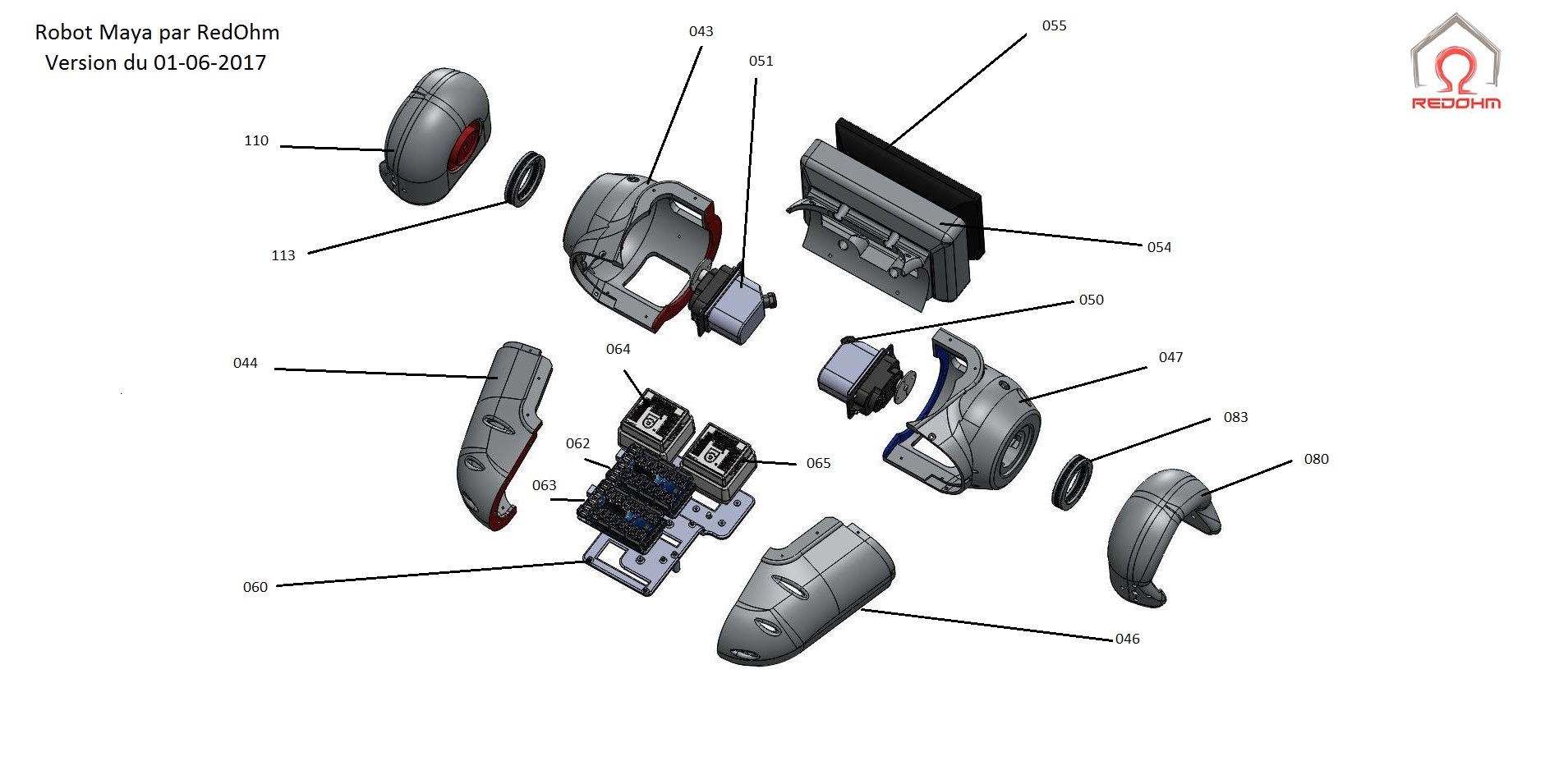
Maya vue éclatée du thorax et des épaules version 01-06-2017 – RedOhm
Nomenclature des pièces :
| Retour au sommaire |
![]()
Ensemble des fichiers à télécharger du thorax |
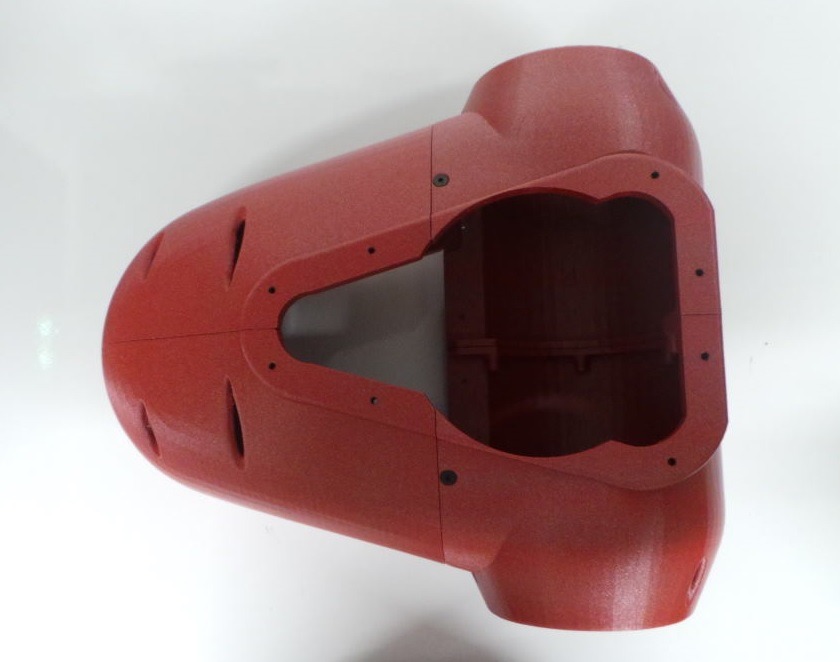 Maya version rouge de Davy . Pla de chez Arianeplast Rouge métallisé |
 Maya version rouge de Davy . Pla de chez Arianeplast Rouge métallisé |
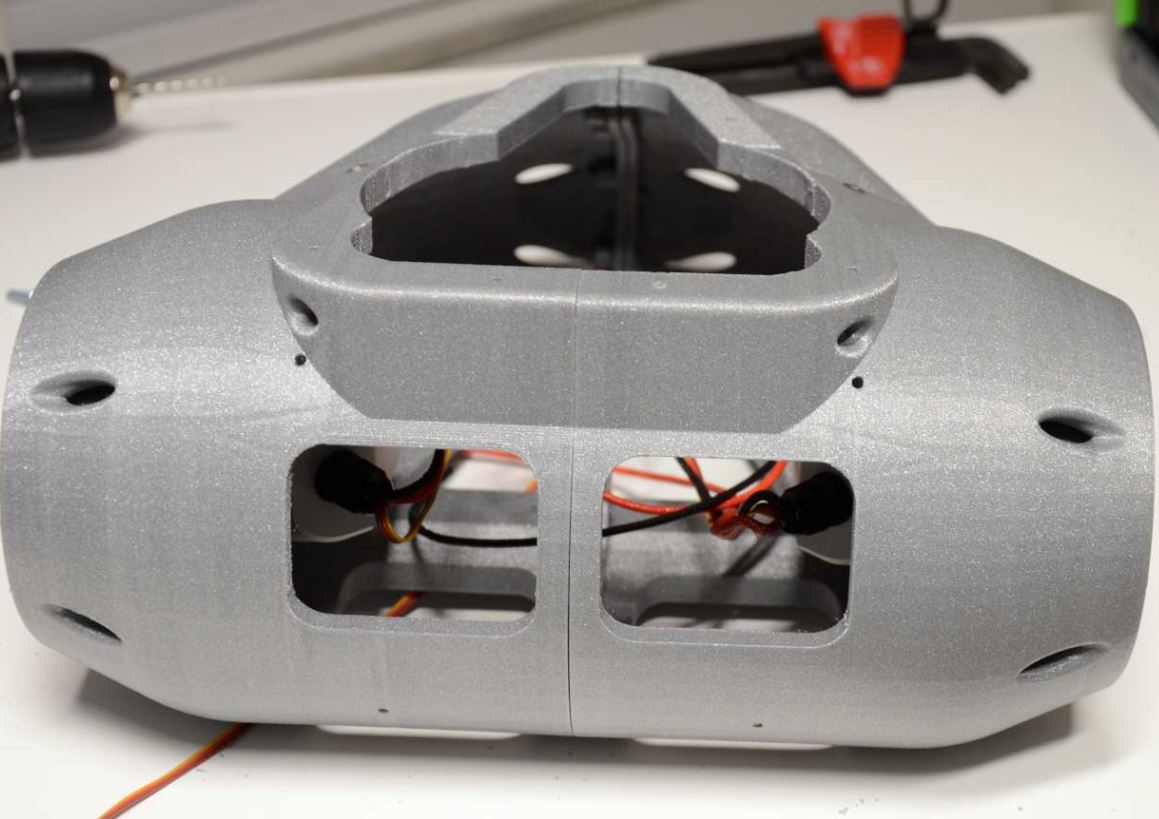 Maya le thorax chez RedOhm . Pla de chez Arianeplast Aluminium métallisé |
| Numéro de pièce | Poids | Temps d’impression | Volume de la pièce | Longueur de la pièce | Largeur de la pièce | Hauteur de la pièce |
| 043 | 212g | 40h20mm | 530 cm3 | 150 mm | 149.9 mm | 150 mm |
| 044 | 139 g | 41h32mm | 342 cm3 | 210.59 mm | 123.38 mm | 126 mm |
| 046 | 139 g | 41h17mm | 340 cm3 | 210.59 mm | 123.38 mm | 126 mm |
| 047 | 211 g | 40h23mm | 534 cm3 | 150 mm | 149.9 mm | 150 mm |
| Remarque et modification : | ||||||
| Profile sur Zortrax : Z-Glass sans utilisation de Z-temp Layer : 0.19 mm |
||||||
| Retour au sommaire |
![]()
| Retour au sommaire |
![]()
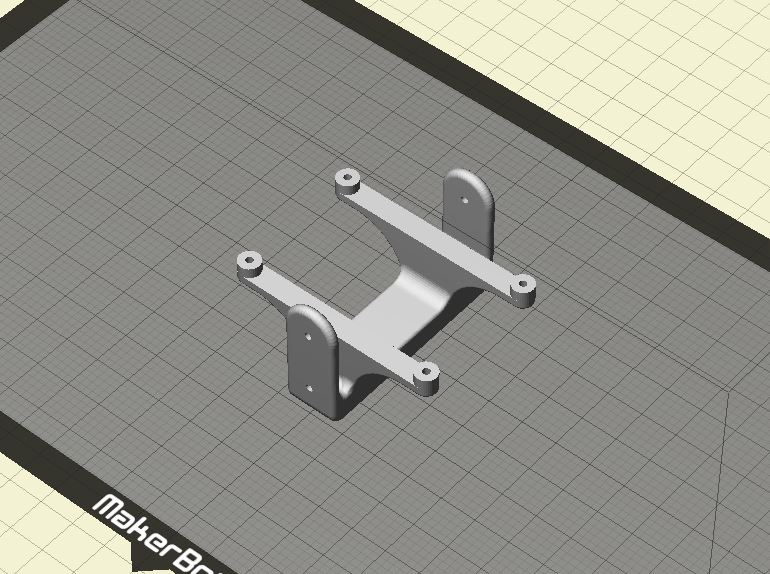
 Maya support carte thorax – RedOhm 001 . Pla de chez Arianeplast Aluminium métallisé |
 Maya support carte thorax – RedOhm 002 . Pla de chez Arianeplast Aluminium métallisé |
| Remarque et modification : | ||
|
Poids de la pièce en : Pla de chez Arianeplast Aluminium métallisé 112 g |
||
| Longueur en mm | Largeur en mm | Hauteur en mm |
| 158.8 mm | 192.98 mm | 37mm |
| Retour au sommaire |
Archive pour les construction avant le 01/06/2017Vue éclatée du thorax et des épaules de Maya
|
||
|
Nous laissons à disposition les anciens fichiers avant la modification validée du 01/06/2017. Dans ce dossier archives, vous retrouverez l’ancien éclaté ainsi que les fichiers de la même époque pour la réalisation du thorax. |
||
Ensemble des 4 pièces composant le buste 043, 044 , 046 , 047 pour la version avant le 01/06/2017
|
||
| Retour au sommaire |
![]()
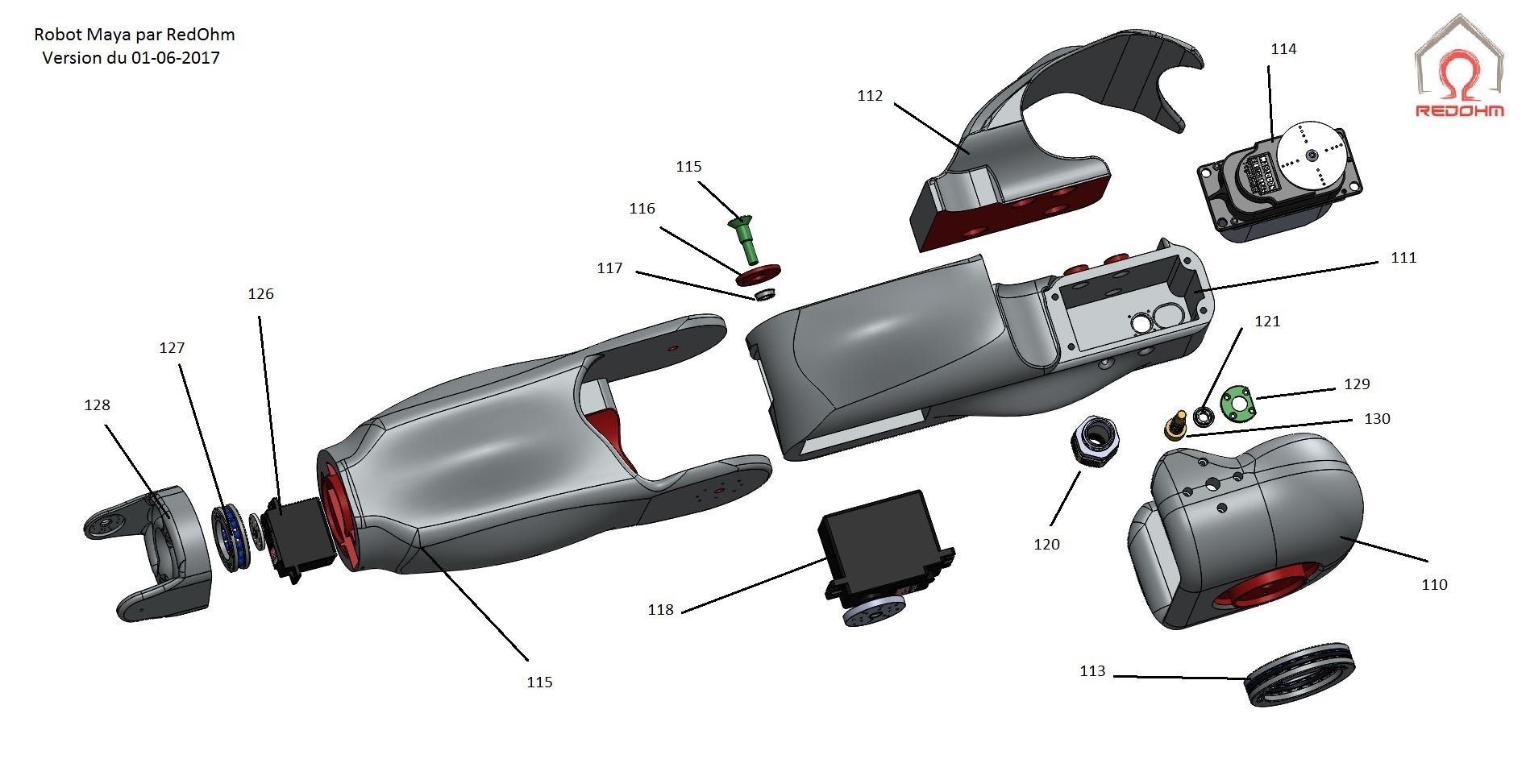
Vue éclatée du bras droit pour le choix des pièces |
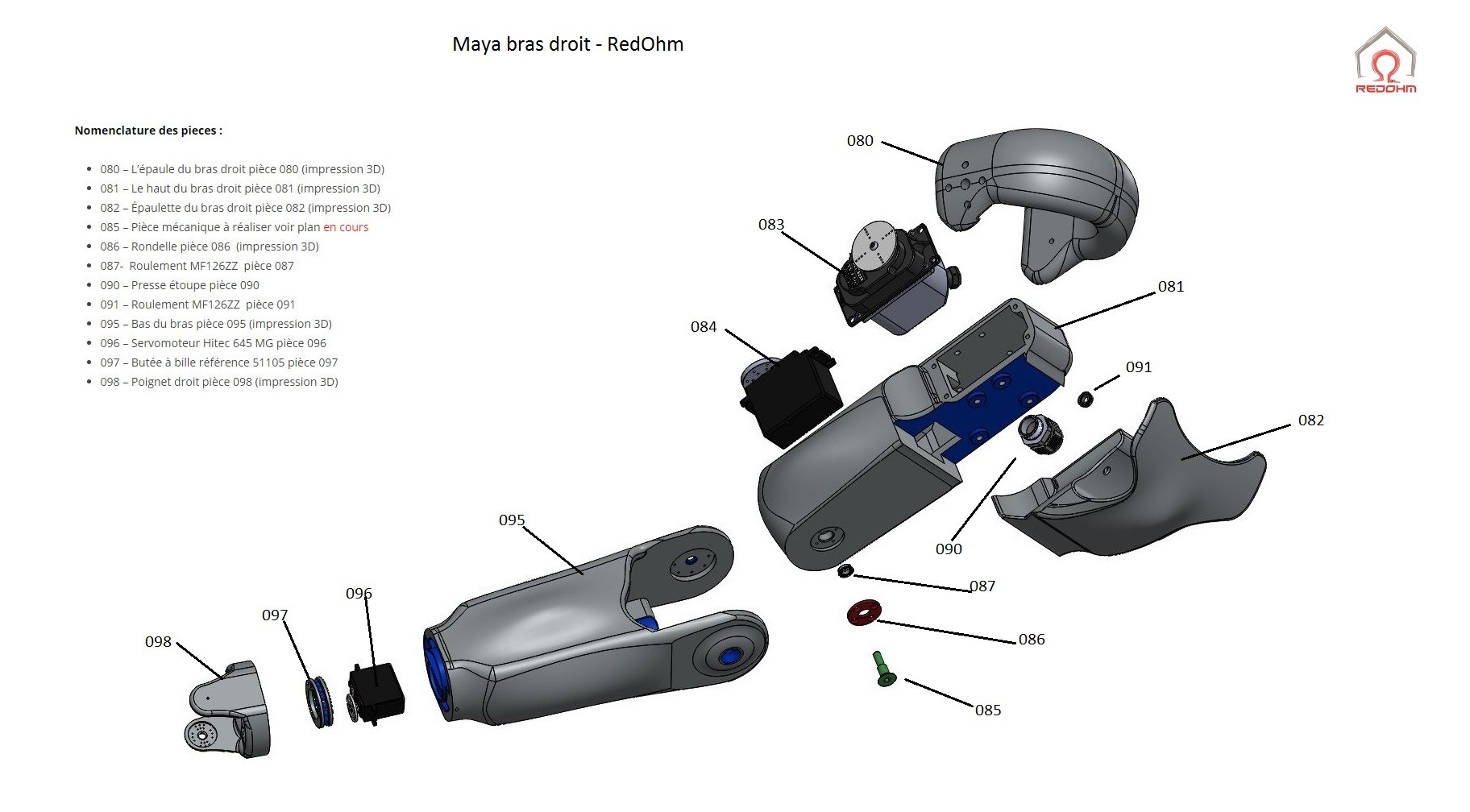
Maya éclaté du bras droit pour le choix des pièces – RedOhm 003
Nomenclature des pieces :
| Retour au sommaire |
![]()
Ensemble des fichiers à télécharger du bras droit |
Robot Maya épaule droite pièce 080 – RedOhm
Information pour l’impression |
||||||
| Numéro de pièce | Poids | Temps d’impression | Volume de la pièce | Longueur de la pièce | Largeur de la pièce | Hauteur de la pièce |
| 080 | 331g | 19h17mm | 725 cm3 | 159 mm | 92 mm | 138 mm |
| 081 | 792g | 65h45mm | 1019 cm3 | 98 mm | 290 mm | 123 mm |
| 082 | 127g | 32h23mm | 425 cm3 | 165 mm | 192 mm | 92 mm |
| 086 | 3g | 0h24mm | 1.54 cm3 | 28 mm | 3 mm | 29 mm |
| 095 | 819g | 71h41mm | 954 cm3 | 123 mm | 277 mm | 106 mm |
| 098 | 60g | 6h | 55 cm3 | 79 mm | 71 mm | 61 mm |
| 099 | 2g | 0h15mm | 0.59 cm3 | 24 mm | 2 mm | 24 mm |
| Type de matière : Pla de chez Arianeplast Aluminium métallisé Qualité paramètre Zortrax : Haute Profile sur Zortrax : Z-Glass sans utilisation de Z-temp ( la matière à un aspect plus foncé ) Profile sur Zortrax : Z-Glass avec utilisation de Z-temp avec un offset de -20 ° ( la matière à un aspect plus brillant ) |
||||||
| Retour au sommaire |
Vue éclatée du bras gauche pour le choix des pièces
|
Maya vue du bras gauche éclatée Version du 01-06-2017 RedOhm
| Retour au sommaire |
![]()