***
Remplissage de : 50%
Temps d’impression : 8h54mm
Matière : PLA noir conseiller 156.69g (0.3450lb)
Paramètre imprimante 3D
Résolution : 0.2mm
Température : 210 degrés
Raft : oui
Support : oui
| Ensemble de l’article |

Remplissage de : 50%
Temps d’impression : 8h54mm
Matière : PLA noir conseiller 156.69g (0.3450lb)
Paramètre imprimante 3D
Résolution : 0.2mm
Température : 210 degrés
Raft : oui
Support : oui
| Ensemble de l’article |
![]()
Remplissage de : 30%
Temps d’impression : 1h25mm
Matière : PLA noir conseiller 22,64g (0.05lb)
Paramètre imprimante 3D
Résolution : 0.2mm
Température : 210 degrés
Raft : oui
Support : oui
| Ensemble de l’article |
***
Remplissage de : 50%
Temps d’impression : 7h12mm
Matière : PLA noir conseiller 122.59g (0.27lb)
Paramètre imprimante 3D
Résolution : 0.2mm
Température : 210 degrés
Raft : oui
Support : oui
| Ensemble de l’article |
Mise à jour le 10/10/2016
| Retour au sommaire |
***
1-Présentation |
Vous avez sur cette page les principaux paramètres pour réaliser le support pour l’avant bras du projet Inmoov entre autre, la température , la qualité d’impression ainsi que le poids de la matière et le temps pour réaliser votre pièce .L’ensemble de ces paramètres est applicable pour l’imprimante Replicator 2 (il suffira d’adapter ces paramètres pour un autre type d’imprimante 3D ) .
Pour ses impressions nous avons utilisé du fil PLA 1.75 de chez Verbatim. Voir La liste pour les imprimantes compatibles . Voici le lien -> Verbatim imprimante
| Retour au sommaire |
***
2-Fichier pour l’impression 3D |
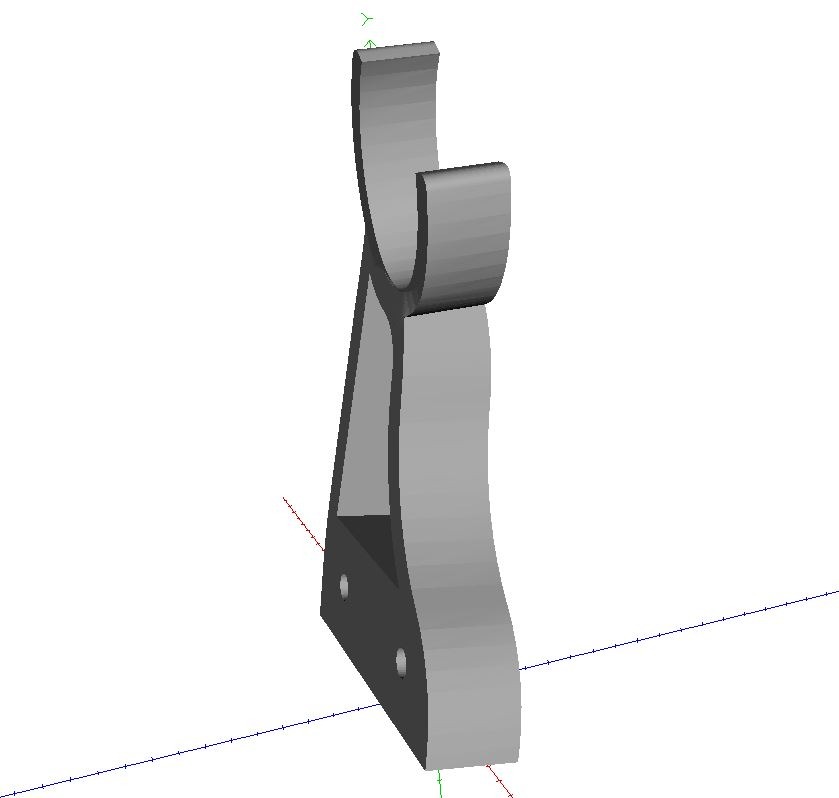
Patte pour support bras Inmoov
Remplissage de : 50%
Temps d’impression : 8h54mm
Matière : PLA noir conseiller 156.69g (0.3450lb)
Paramètre imprimante 3D
Résolution : 0.2mm
Température : 210 degrés
Raft : oui
Support : oui
| Retour au sommaire |
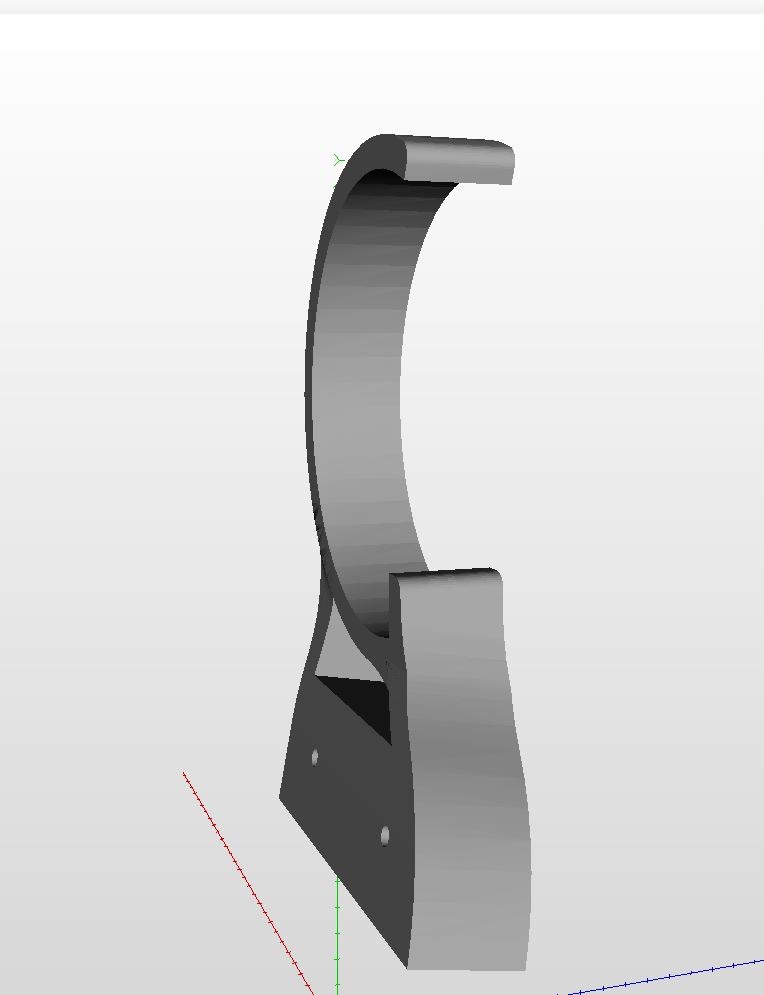
Remplissage de : 50%
Temps d’impression : 7h12mm
Matière : PLA noir conseiller 122.59g (0.27lb)
Paramètre imprimante 3D
Résolution : 0.2mm
Température : 210 degrés
Raft : oui
Support : oui
| Retour au sommaire |
![]()
Remplissage de : 30%
Temps d’impression : 1h25mm
Matière : PLA noir conseiller 22,64g (0.05lb)
Paramètre imprimante 3D
Résolution : 0.2mm
Température : 210 degrés
Raft : oui
Support : oui
| Retour au sommaire |
***
3- Tableau récapitulatif pour l’impression 3D |
| Référence de la pièce | Temps d’impression | Poids en Gramme | Poids en lb |
| Support pied haut | 8h54mm | 156.69g | 0.3450lb |
| Support pied bas | 7h12mm | 122.59g | 0.27lb |
| Logo | 1h25mm | 22,64g | 0.05lb |
| Total -> | 15h31mm | 301.92g | 0.665Ib |
| Retour au sommaire |
***
4- Liste de l’ensemble des pièces |
| Quantités | Désignation |
| 1 | Support pied haut |
| 1 | Support pied bas |
| 1 | Logo |
| 2 | Tube en aluminium diamètre 8 longueur 40 cm |
| 2 | Tige filetée diamètre 6 |
| 4 | Écrou borgne |
| Retour au sommaire |
***
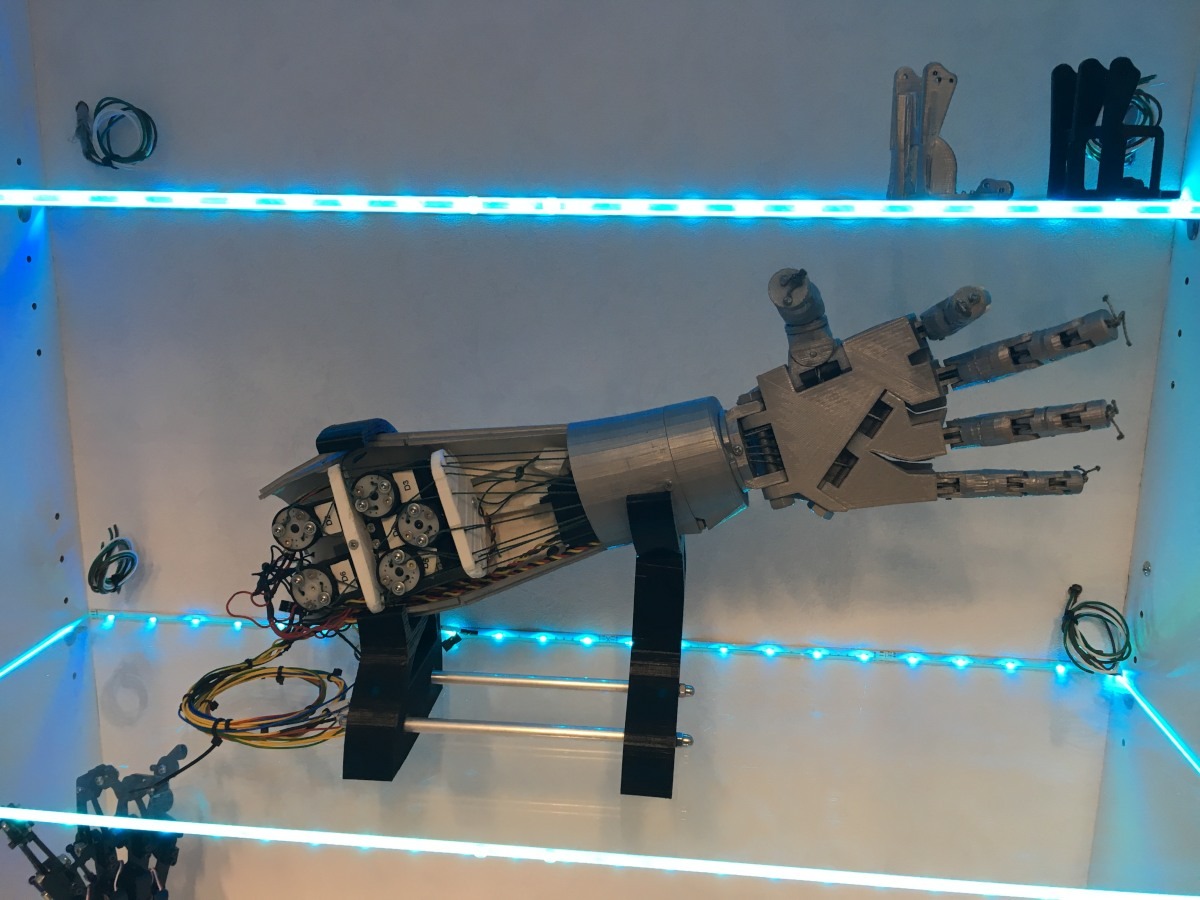
5- Montage de l’ensemble des pièces |

06102016 – Vue de l’ensemble des pièces

06102016 – Montage des 2 entretoises sur le pied bas – RedOhm

06102016 – Assemblage avec le pied haut – RedOhm

06102016 – Montage des tiges filetées – RedOhm

06102016 – Montage des ecrous borgne de 6mm – RedOhm

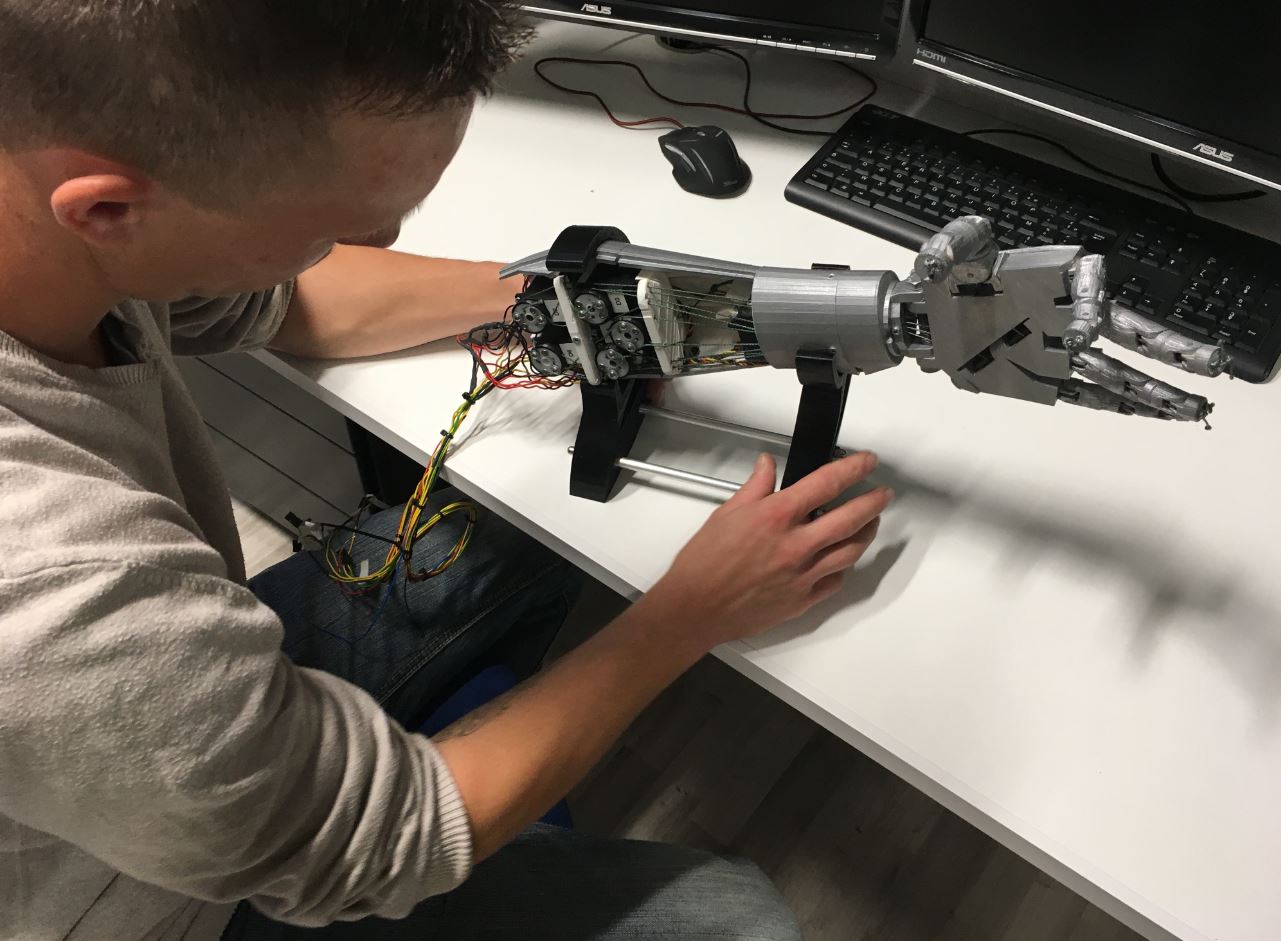
Le bras Inmoov dans son support – RedOhm
| Retour au sommaire |
![]()
***
Mise à jour le 11/02/2015
RedOhm palonnier Imnoov
 Imprimez vos pièces en 3D suivant votre finition désirée, en fonction de votre choix vous aurez plus ou moins de travail à fournir.
Imprimez vos pièces en 3D suivant votre finition désirée, en fonction de votre choix vous aurez plus ou moins de travail à fournir.
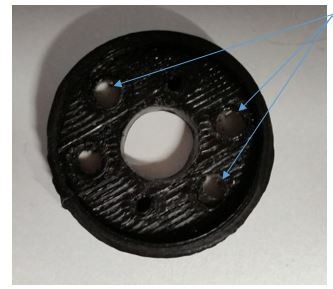
Une fois la pièce imprimée, il vous faudra enlever le surplus de matière dans les trous prévus aux écrous ainsi qu’à la rainure destinée à recevoir la corde (tendons)
Le fichier à télécharger pour l’imprimante 3D est disponible ci-dessous
Si toutefois vous voulez modifier quand même cette pièce, nous vous joignons le fichier compatible SolidWorks version 2014 .Le fichier à télécharger est disponible ci-dessous .

Il faudra aussi utiliser un foret de 8 mm pour agrandir le trou central
Perçage
Pour un centrage plus facile des vis de fixation, je vous conseille de repercer les trous des écrous avec un foret de 3mm
Utiliser un foret de 2 mm pour nettoyer l’intérieur du trou traversant situé ici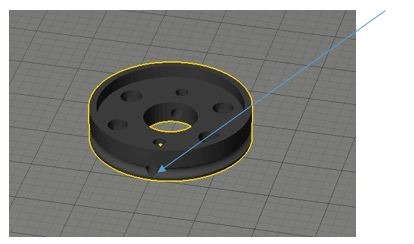
Ce conduit sert au passage du fil (tendons)
La prochaine étape consiste à mettre en place les écrous M3. Il vous faut pour cela un fer à souder pouvant atteindre 300°C et procéder de la manière suivante :
1 – Allumez le fer à souder
2 – Mettre l’écrou au bout de celui-ci

3 – attendre 5/10 secondes que l’écrou chauffe et ainsi faciliter l’insertion
4 – Alignez l’écrou et la pièce, appuyer légèrement pour que l’écrou rentre très facilement, mais surtout, alignez-le pour faciliter et garder la vis droite.
5 – Répétez l’opération pour les trois autres écrous .
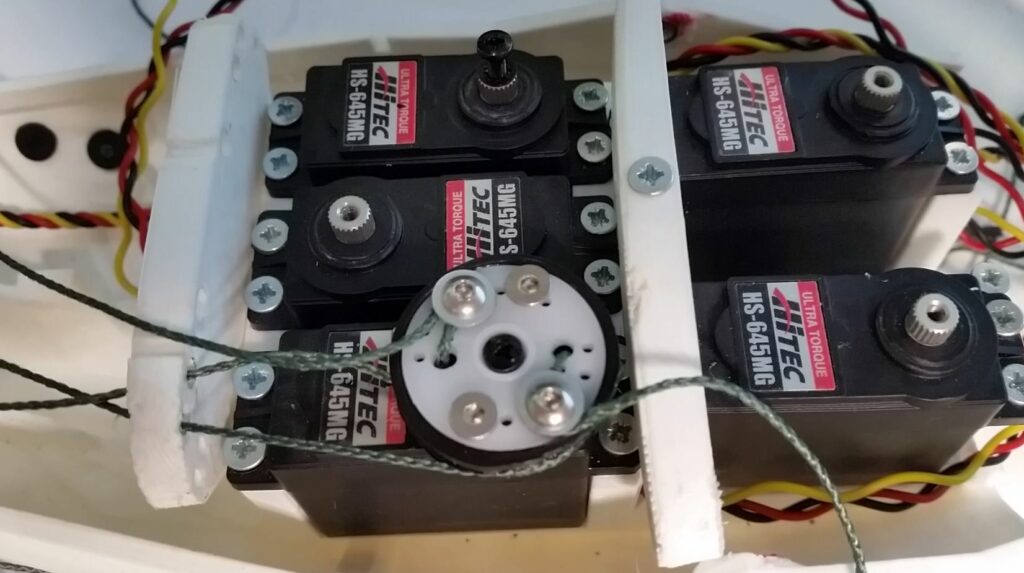
Passons aux palonniers du servomoteur Hitec HS-645MG. Il vous faudra l’insérer de manière à ce qu’il ne dépasse plus à l’intérieur.

Il faut insérer le palonnier blanc sur le palonnier noir de votre fabrication, visser l’ensemble en prenant soin d’agrandir les trous de fixations ( essayer de tomber sur ceux existants ). Allez-y doucement, il ne faut pas transpercer la pièce noire, il s’agit juste de percer la pièce blanche.

Voilà le résultat avec les vis mise en place. Repercez aussi le trou passe fil sans toutefois transpercer la pièce, percez juste la pièce blanche, utiliser un foret de 3mm


Mettre les fils en place, regarder la photo n° 18. Procédez de cette manière

Photo n°18

Et pour le serrage, procédez comme sur la photo
Il vous suffit ensuite de serrer la vis pour bloquer votre réglage et ainsi dire adieu aux longues minutes passées à défaire les nœuds.
La mise en place sur le servomoteur se fait à l’aide de la vis de celui-ci, ne la serrez pas au maximum , elle risque de bloquer votre servomoteur.

![]()
Mise à jour le 17/06/2019 : Si nous devions trouver une motivation à l’existence de cette rubrique, c’est en premier lieu de partager notre expérience et d’échanger avec d’autres communautés, de communiquer sur les défauts ou les qualités des matériaux, mais aussi d’échanger des modes d’utilisation ou des améliorations à apporter sur nos machines en vue d’utiliser ces mêmes matières. Nous ne sommes pas des puristes de l’impression 3D mais des utilisateurs qui utilisent ce procédé pour construire les coques de ces robots ou d’applications variées. Notre seul but est l’optimisation de notre solution d’impression 3D.Et enfin nous échangerons aussi sur les différentes étapes de l’impression 3D qui sont pour nous la conception , la modélisation , le découpage ,l’impression , la finition .



















