–
Mise à jour 16/06/2019 . Retrouvez sur cette page l’ensemble des articles concernant le robot Nestor (album photos des pièces , plan mécanique , fichier à télécharger pour l’impression 3D )

 Robot Nestor – Version 1.00 Dossier pour la construction du robot
Robot Nestor – Version 1.00 Dossier pour la construction du robot
Retrouvez sur cette page l’ensemble des articles concernant le robot Maya ( album photos des pièces , plan mécanique , fichier à télécharger pour l’impression 3D )
Maya version 1.00 – RedOhm
![]()
Information |
Vous avez sur cette page les principaux paramètres entre autre, la vitesse ,la température , la qualité d’impression ainsi que le poids de la matière et le temps pour réaliser votre pièce .L’ensemble de ces paramètres est applicable pour l’imprimante Replicator 2 en version PLA (il suffira d’adapter ces paramètres pour un autre type d’imprimante 3D ) .
Pour ses impressions nous avons utilisé du fil PLA 1.75 de chez Verbatim. Voir La liste pour les imprimantes compatibles . Voici le lien -> Verbatim imprimante.
Note : Pour ABS
Nous avons testé ces pièces en impression pour l’ABS
Utilisez une imprimante carénée avec une chambre d’impression chauffée de préférence .
Nous obtenons de bon résultat avec une température d’extrudeur de 220°C et avec un lit chauffé à 80°C ( si l’imprimante est carénée ) afin d’éviter les déformations dues au refroidissement du plastique lors de l’impression.
Pour les imprimantes non carénée la température du plateau chauffant recommandé (80 à 120°C).
Vérifiez si votre plateau est de niveau .
Vérifiez que votre plateau soit bien droit et l’espace buse plateau soit respecté en tous points , sinon, mettez-le de niveau et réglez votre espace buse plateau .Ne lancez l’impression que lorsque l’imprimante et le plateau sont calibrés correctement.
Vérifiez que vous avez assez de filament .
Vérifiez que votre filament soit bien chargé sur son support à bobine , et contrôlez le poids de votre bobine moins la tare + 20% correspondant au poids total de la pièce à imprimer en fonction des paramètres joints sur le tableau récapitulatif.
Contrôle de l’extrudeur .
Il est important de vérifier si l’extrudeur et la buse sont propres surtout avant d’imprimer de grosse pièce.
| Retour au sommaire |
![]()
Vue éclatée de la tête de Maya pour le choix des pièces |
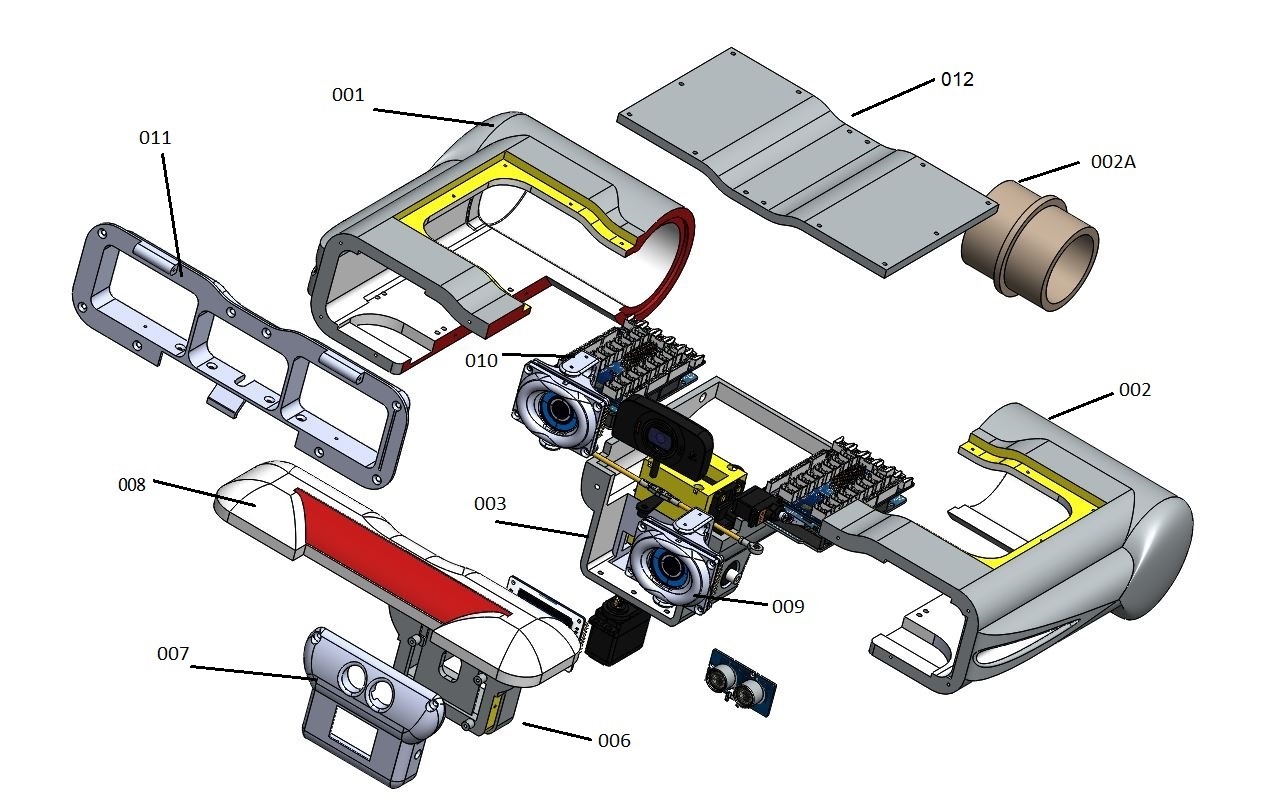
Vue éclatée de la tête de Maya pour le choix des pièces – RedOhm
| Retour au sommaire |
![]()
Ensemble des fichiers à télécharger
|
Robot Maya encéphale gauche pièce 001 – RedOhm
Information pour l’impression :
– Temps de réalisation : 68h20mm
– Matière : 830 g
– Type de Matière : PLA dans ce cas
– Remplissage : 40%
– Définition : Haute
– Température : configuration sur Z-GLASS pour du PLA pour imprimante Zortrax ou sur Replicator 210°C
– Note pour PLA : Un lit chauffé à 40°C
| Remarque et modification : Préféré l’utilisation du PLA pour les objets de grande surface . Réalisation de la pièce sur imprimante Zortrax M200 Le temps de réalisation de la pièce dépend en grand partie du type de finition , exemple pour une finition normal le temps sera de 46h43mm et en matière 557g . A savoir sur l’imprimante Replicator 2 nous étions à 32 h10mm pour un remplissage de 20% et un poids de 490 g |
||
| Volume utile sur l’imprimante : 724 cm3 | ||
| Longueur : 242 mmm | Largeur : 85 mm | Hauteur : 148 mm |
| Retour au sommaire |
![]()
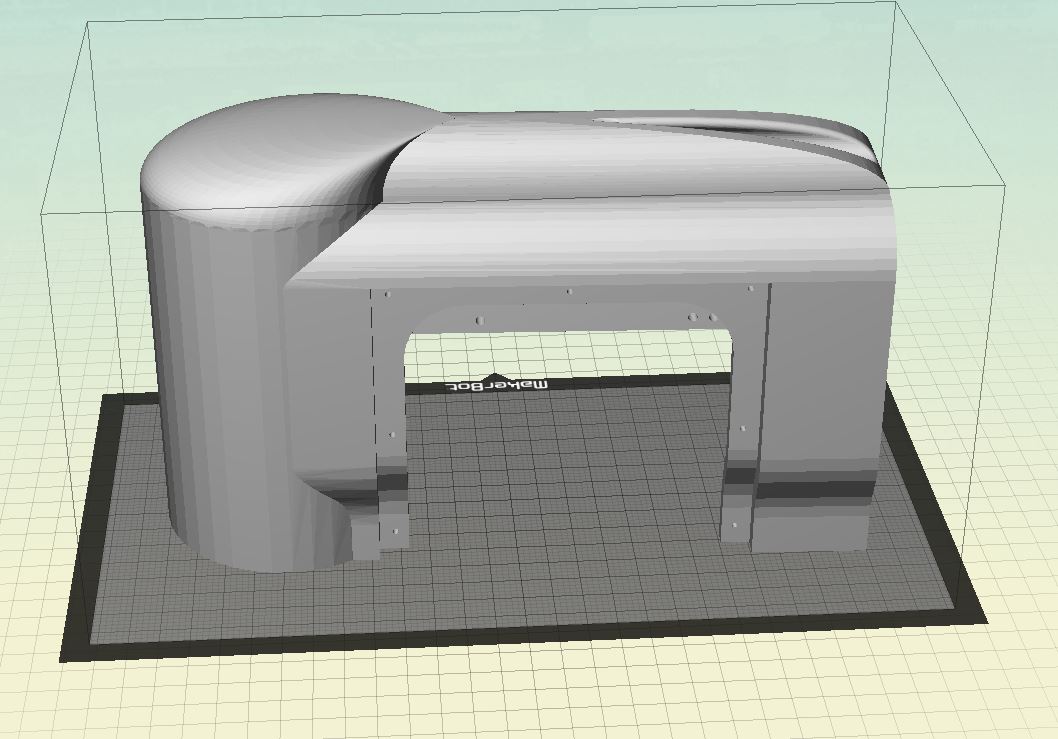
Robot Maya encéphale droit pièce 002 – RedOhm
Information pour l’impression :
– Temps de réalisation :68h25mm
– Matière : 845g
– Type de Matière : PLA dans ce cas
– Remplissage : 40%
– Définition : Haute
– Température : configuration sur Z-GLASS pour du PLA pour imprimante Zortrax ou sur Replicator 210°C
– Note pour PLA : Un lit chauffé à 40°C
| Remarque et modification : Même commentaire que ci-dessus . Préféré l’utilisation du PLA pour les objets de grande surface . Réalisation de la pièce sur imprimante Zortrax M200 Le temps de réalisation de la pièce dépend en grand partie du type de finition , exemple pour une finition normal le temps sera de 46h52mm et en matière 570g . A savoir sur l’imprimante Replicator 2 nous étions à 32 h10mm pour un remplissage de 20% et un poids de 490 g |
||
| Volume utile sur l’imprimante : 726cm3 | ||
| Longueur : 242 mm | Largeur : 85 mm | Hauteur : 148 mm |
Maya ensemble des 2 encéphales RedOhm ( Reproduit par Davy en PLA de chez Ariane-plas )
Fournisseur pour la réalisation ci-dessus : Ariane-plas
| Retour au sommaire |
![]()
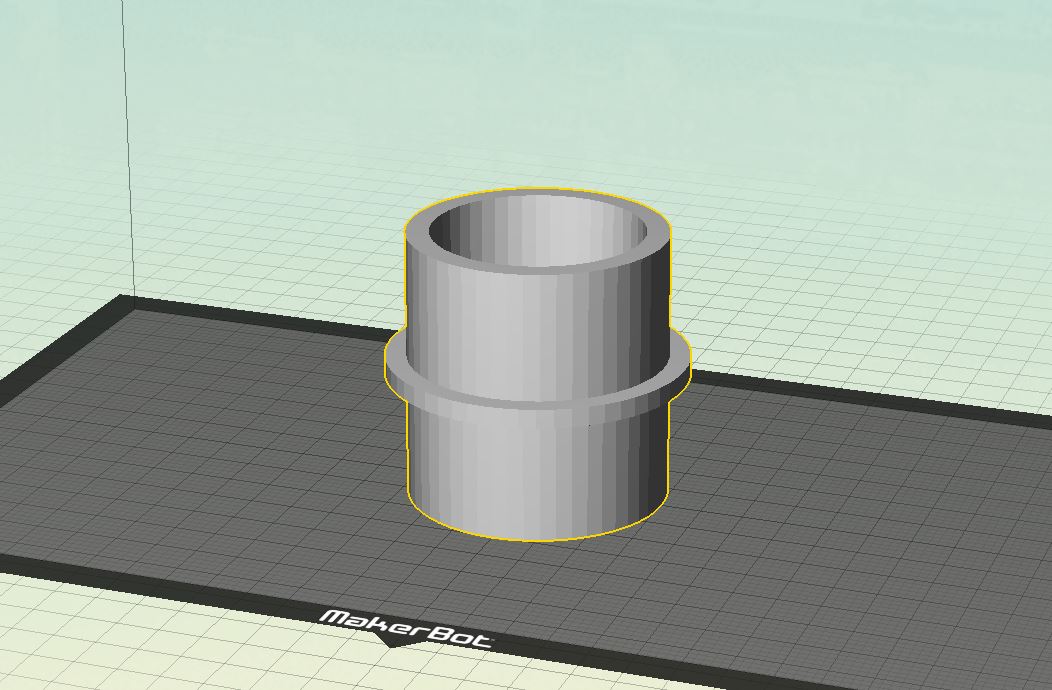
Robot Maya raccord tête 002A – RedOhm
Information pour l’impression :
– Temps de réalisation :3h58mm
– Matière : 60.84 g (0.134ib)
– Type de Matière : ABS ou PLA ou HIPS
– Remplissage : 30%
– Définition : Haute
– Température : 250°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : Préféré l’utilisation de l’ABS ou du HIPS. L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles . |
||
| Volume utile sur l’imprimante : 65cm3 | ||
| Longueur : 71mm | Largeur : 71mm | Hauteur :64 |
| Retour au sommaire |
![]()
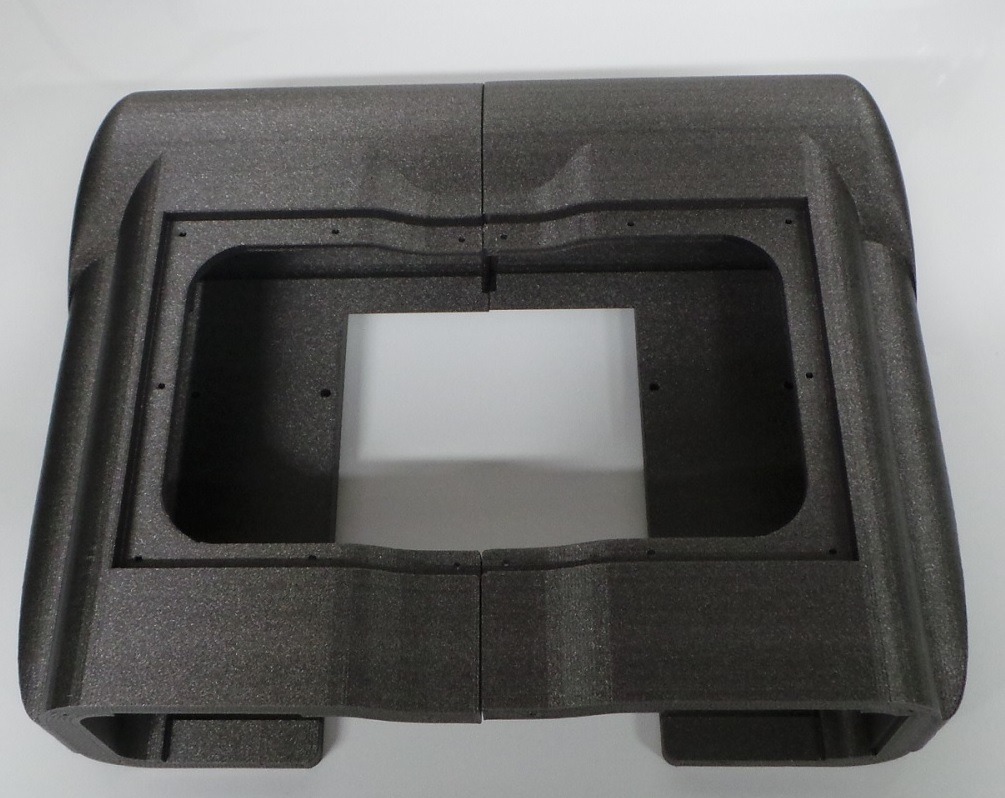
Robot Maya mâchoire pièce 003 – RedOhm
Information pour l’impression :
– Temps de réalisation :12h20mm
– Matière : 193.72 g (0.427ib)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : 178 cm3 | ||
| Volume utile sur l’imprimante : | ||
| Longueur : 155 mm | Largeur : 110 mm | Hauteur : 85 mm |
| Retour au sommaire |
![]()
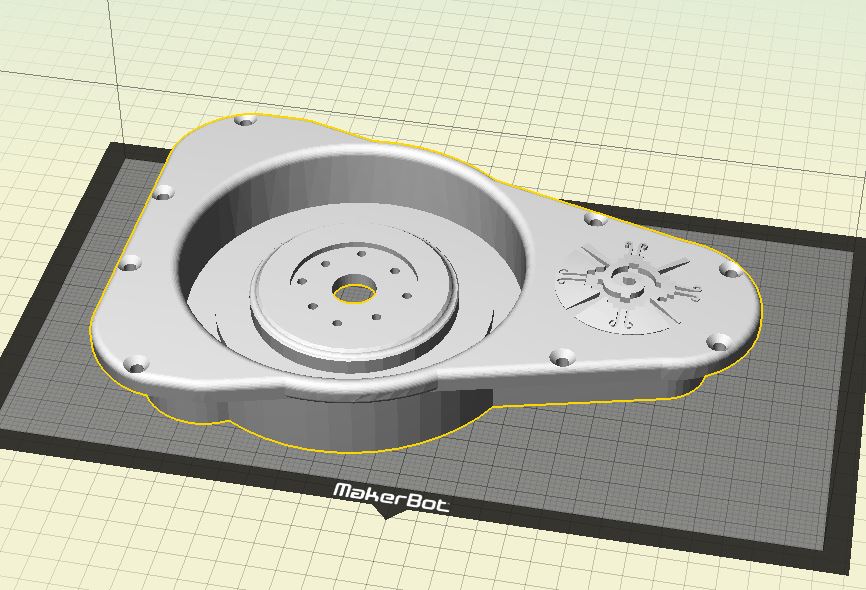
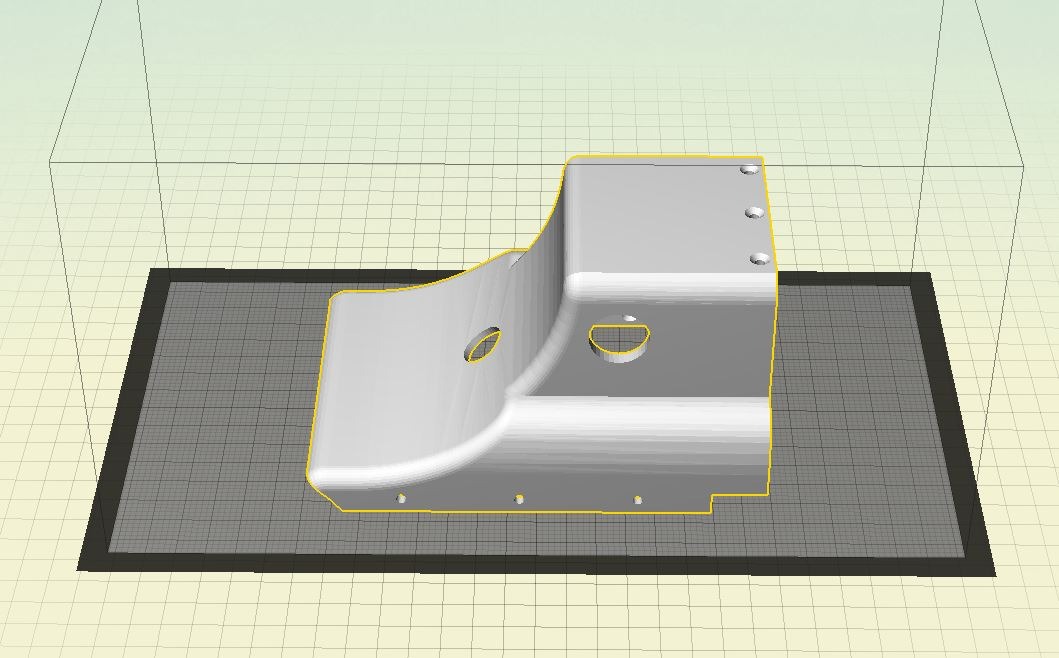
Robot Maya base de cou plat pièce 025 – RedOhm
Information pour l’impression :
– Temps de réalisation :14h50mm
– Matière : 262.31 g (0.578ib)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : 03/12/2016 : Sur la version 1.00 , nous avons modifié la portée de la butée à billes, et nous avons ajouté une décoration à la base du support (papillon galactique symbole Maya) |
||
| Volume utile sur l’imprimante : 304 cm3 | ||
| Longueur : 225 mm | Largeur : 150 mm | Hauteur : 30 mm |
| Retour au sommaire |
![]()
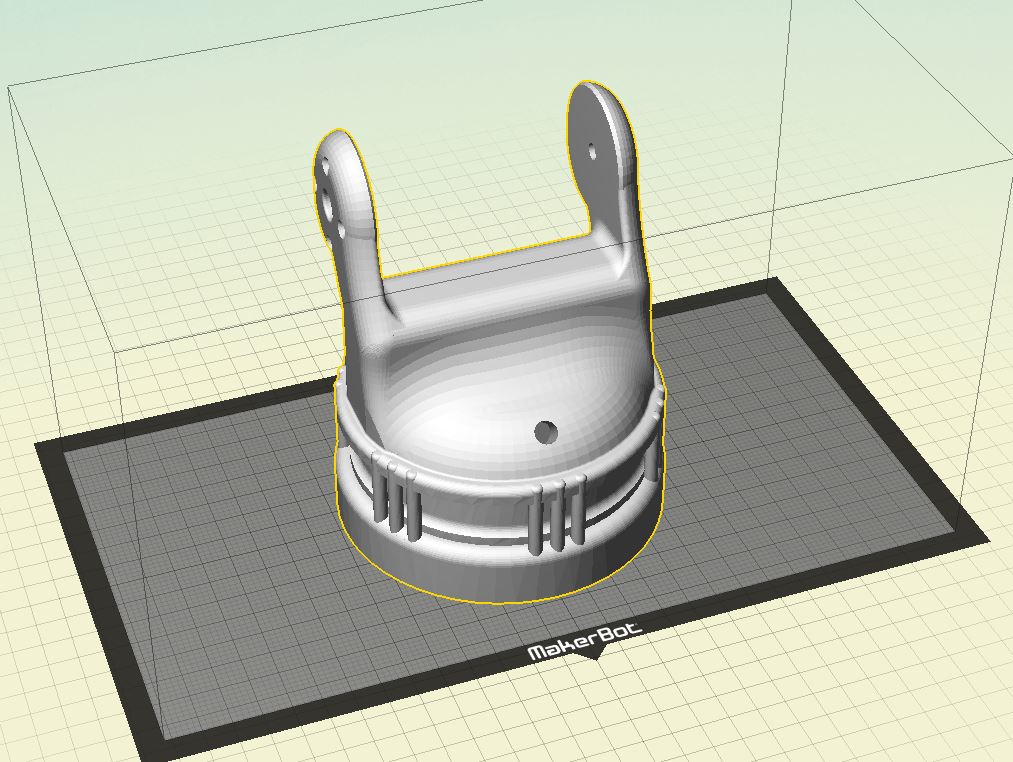
Robot Maya cou pièce 026 – RedOhm
Information pour l’impression :
– Temps de réalisation :15h59mm
– Matière : 263.49 g (0.581ib)
– Type de Matière : ABS ou PLA ou HIPS
– Remplissage : 30%
– Définition : Haute
– Température : configuration sur Z-GLASS pour du PLA pour imprimante Zortrax ou sur Replicator 210°C
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : Préféré l’utilisation de l’ABS ou du HIPS. L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles . |
||
| Volume utile sur l’imprimante : 533 cm3 | ||
| Longueur : 117 mm | Largeur : 117 mm | Hauteur : 144 mm |
| Retour au sommaire |
![]()
Robot Maya masque avant pièce 006 – RedOhm
Information pour l’impression :
– Temps de réalisation :7h18mm
– Matière : 114.66 g (0.253b)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : Le 09/12/2016 : Version 3.00 . Préféré l’utilisation de l’ABS ou du HIPS. L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles . |
||
| Volume utile sur l’imprimante : 152cm3 | ||
| Longueur : 110 mm | Largeur : 80 mm | Hauteur : 62 mm |
| Retour au sommaire |
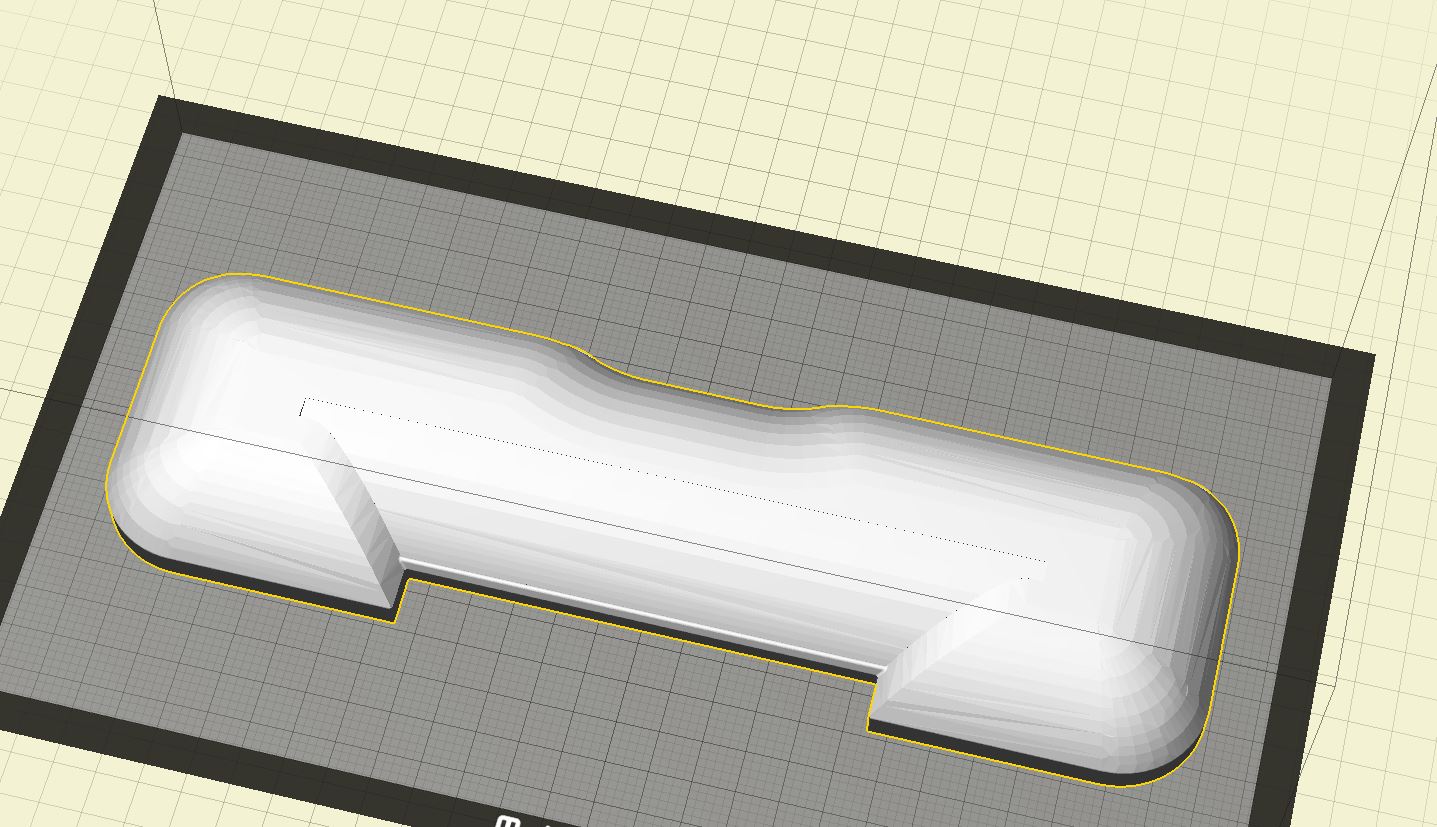
![]()
 Information pour l’impression :
Information pour l’impression :
– Temps de réalisation :5h18mm
– Matière : 63 g
– Type de Matière :ABS ou PLA ou HIPS
– Remplissage : 40%
– Définition : Haute
– Température :configuration sur Z-GLASS pour du PLA pour imprimante Zortrax ou sur Replicator 210°C
– Note pour PLA : Un lit chauffé à 40°C
| Remarque et modification : 18 cm3 Dans notre cas la réalisation à était effectuée en PLA . L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles |
||
| Volume utile sur l’imprimante : | ||
| Longueur : 108 mm | Largeur : 77mm | Hauteur : 23 mm |
| Retour au sommaire |
![]()
Maya : Paupière pièce 008 – RedOhm
Information pour l’impression :
– Temps de réalisation :14h17mm
– Matière : 152 g
– Type de Matière :ABS ou PLA ou HIPS
– Remplissage : 20%
– Définition : Haute
– Température :configuration sur Z-GLASS pour du PLA pour imprimante Zortrax ou sur Replicator 210°C
– Note pour PLA : Un lit chauffé à 40°C
| Remarque et modification : Dans notre cas , la réalisation a était effectuée en PLA . L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles |
||
| Volume utile sur l’imprimante : 140 cm3 | ||
| Longueur : 257 mm | Largeur : 77mm | Hauteur : 23 mm |

Maya paupiere piece 008 RedOhm ( Reproduit par Davy en PLA de chez Ariane-plas )
| Retour au sommaire |
![]()
Robot Maya globe fermé piéce 009 – RedOhm
Information pour l’impression :
– Temps de réalisation :0h50mm
– Matière : 13 g (0.029ib)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : L’ensemble des valeurs est donné à titre indicatif , hormis bien évidemment le volume et les dimensions utiles |
||
| Volume utile sur l’imprimante : 7 cm3 | ||
| Longueur : 60 mm | Largeur : 42 mm | Hauteur : 12 mm |
| Retour au sommaire |
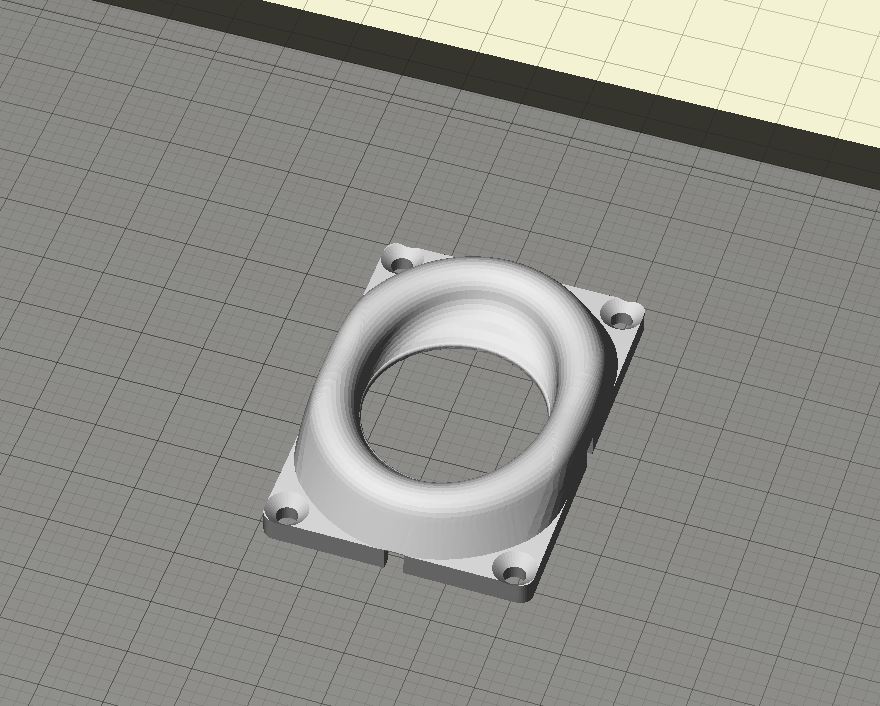
![]()
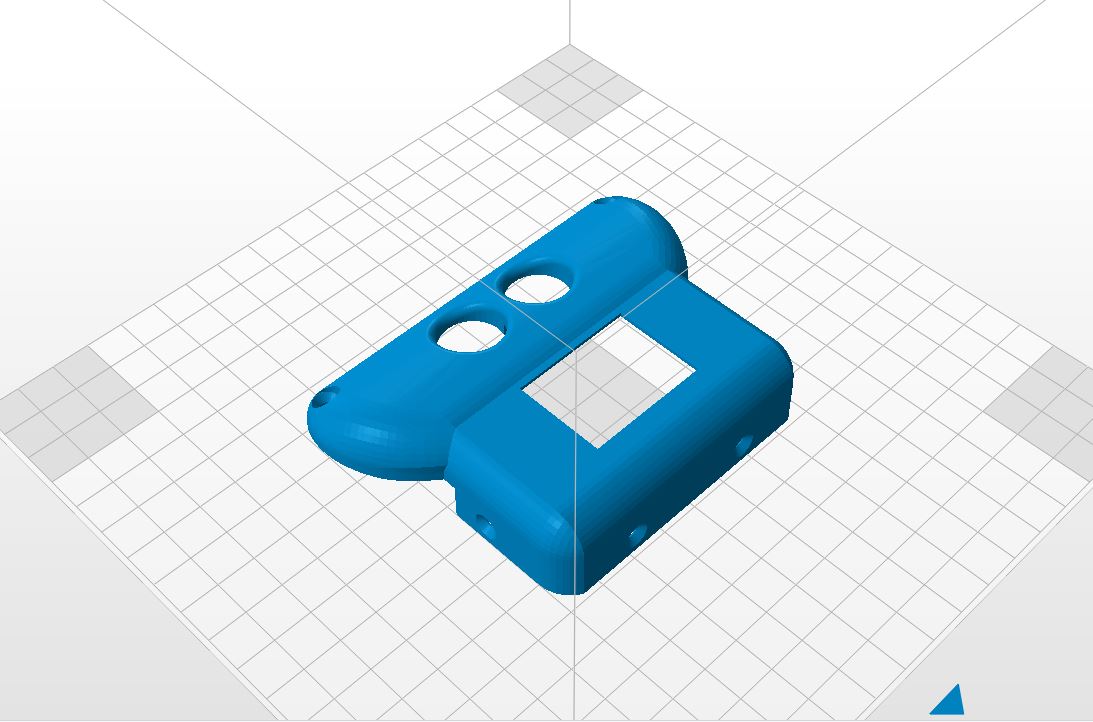
Écrin pour écran pièce 010 Version 5.00 – RedOhm
Information pour l’impression :
– Temps de réalisation :1h09mm
– Matière : 16.21 g (0.036ib)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
|
Remarque et modification : |
||
| Volume utile sur l’imprimante : 15 cm3 | ||
| Longueur : 60mm | Largeur : 60mm | Hauteur : 35mm |
| Retour au sommaire |
![]()
Robot Maya support yeux piece 011 – RedOhm
Information pour l’impression :
– Temps de réalisation :6h30mm
– Matière : 103.27 g (0.228ib)
– Type de Matière : ABS ou PLA
– Remplissage : 30%
– Définition : Haute
– Température : 220°C ABS / 210°C PLA
– Note pour ABS : Un lit chauffé à 80°C
| Remarque et modification : | ||
| Volume utile sur l’imprimante : | ||
| Longueur en cm | Largeur en cm | Hauteur en cm |
| Retour au sommaire |
![]()
Vue éclatée du cou et de la base du cou de Maya
|
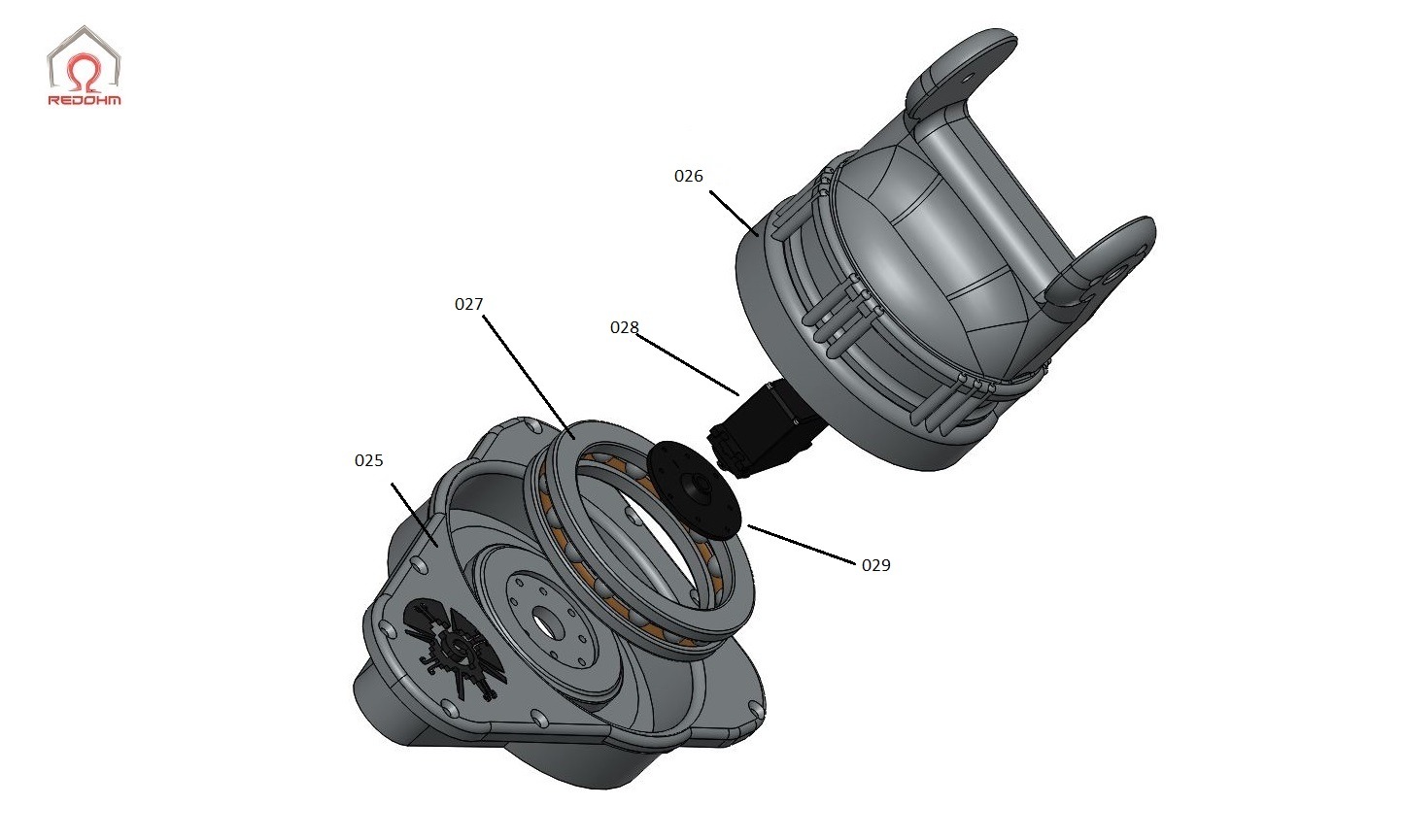
Vue éclatée du cou et de la base du cou de Maya
Information :Le 07-04-2017 : Le numéro des pièces a changé mais celle-ci reste identique à ce jour |
| Retour au sommaire |
![]()
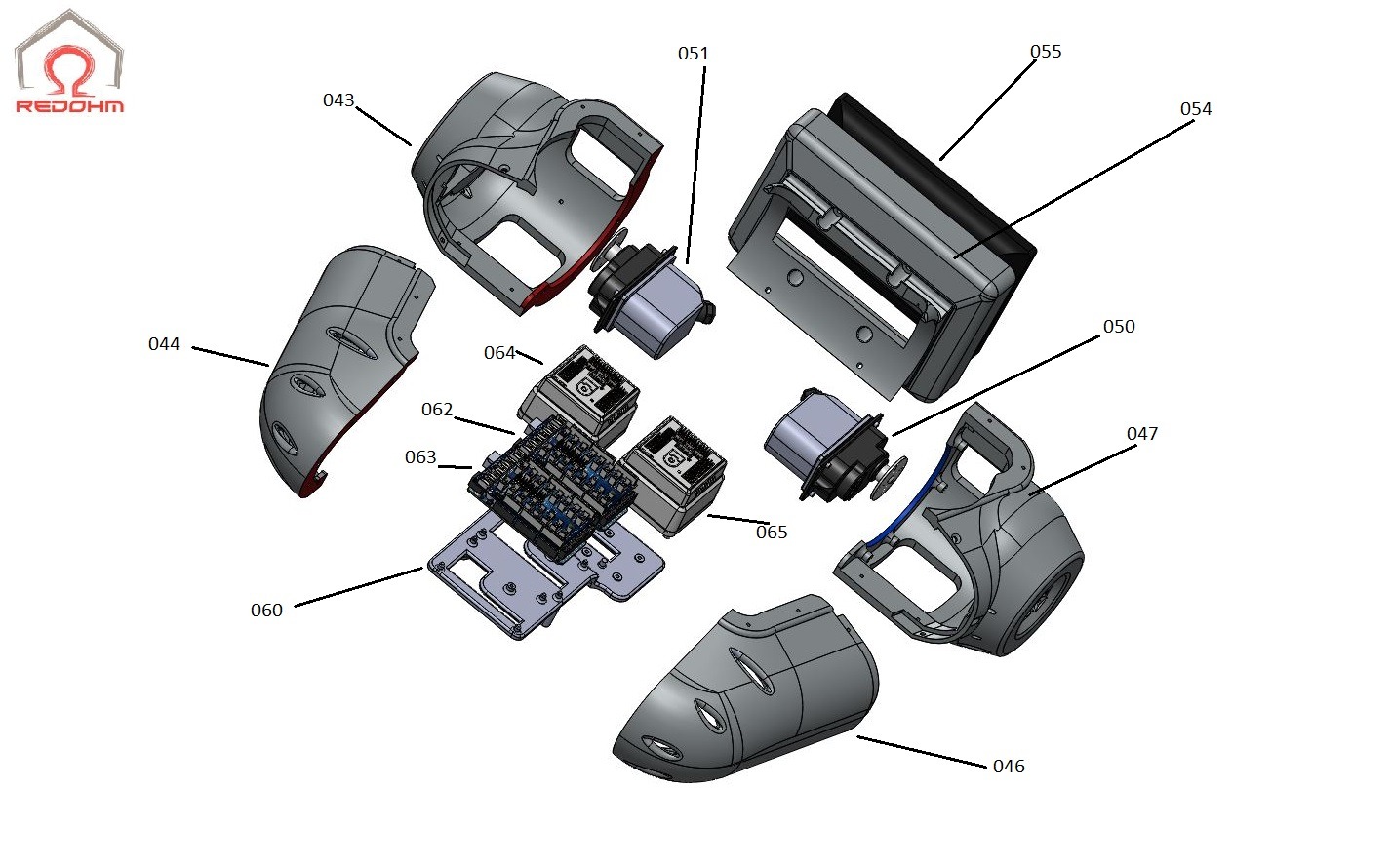
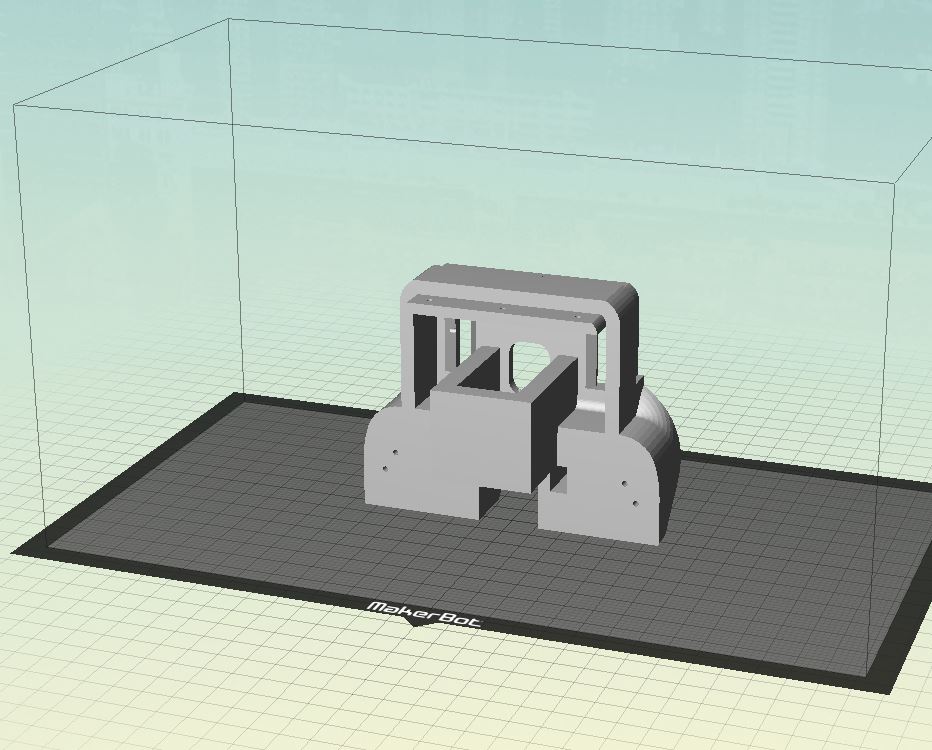
Vue éclatée du thorax et des épaules de Maya
|
Après une série d’essais sur le fonctionnement des épaules Maya, nous nous sommes aperçus qu’il fallait limiter les charges verticales sur l’axe du moteur de l’épaule. Nous avons donc opéré une modification des épaules de Maya, afin d’y insérer une butée à rouleaux pour limiter les contraintes.
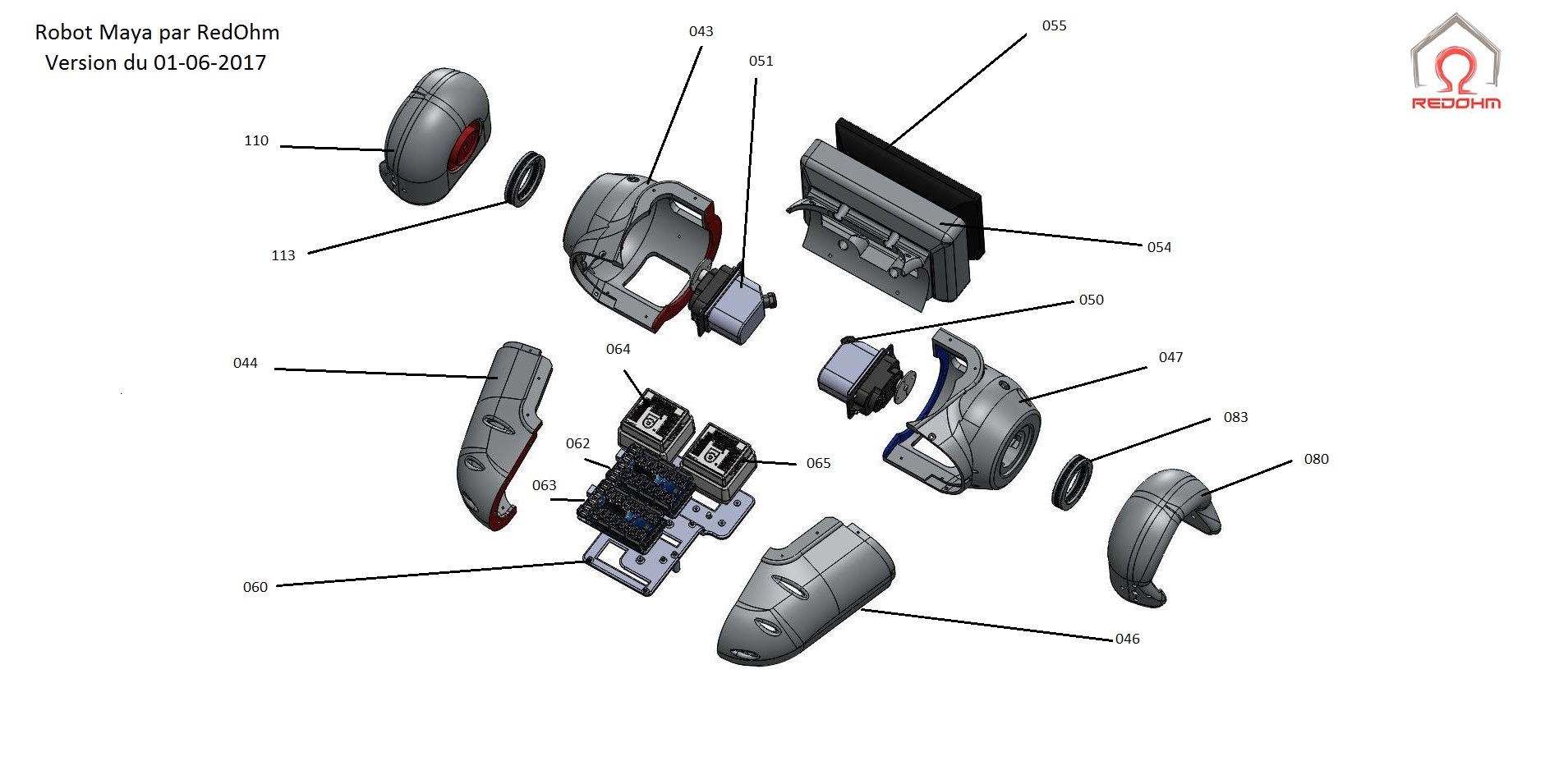
Maya vue éclatée du thorax et des épaules version 01-06-2017 – RedOhm
Nomenclature des pièces :
| Retour au sommaire |
![]()
Ensemble des fichiers à télécharger du thorax |
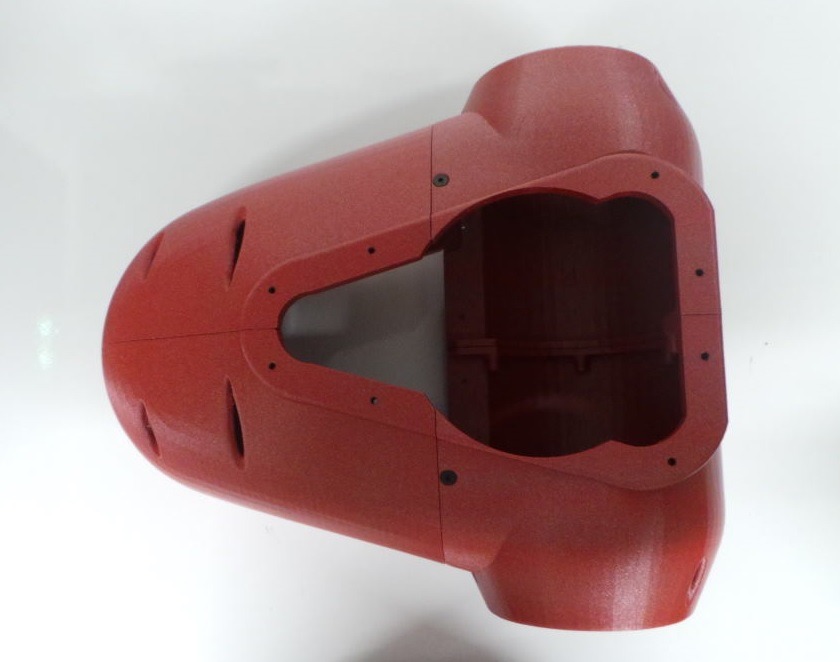 Maya version rouge de Davy . Pla de chez Arianeplast Rouge métallisé |
 Maya version rouge de Davy . Pla de chez Arianeplast Rouge métallisé |
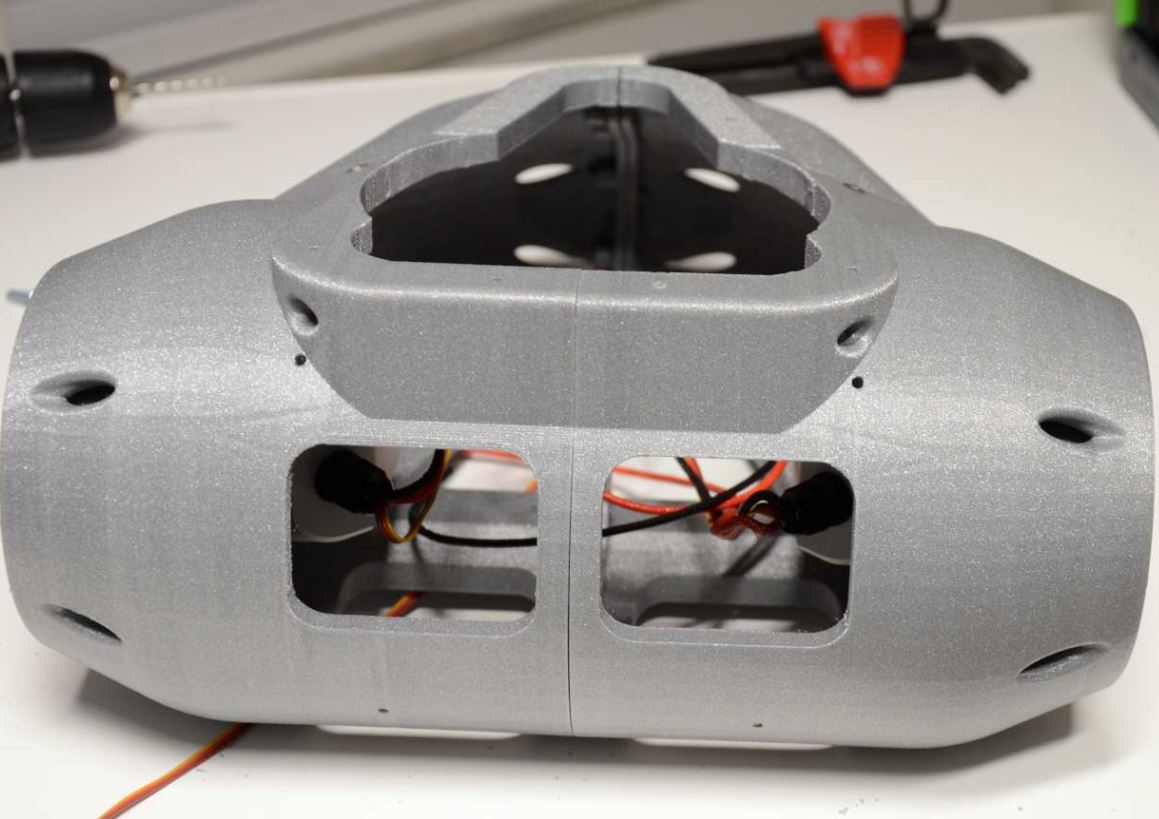 Maya le thorax chez RedOhm . Pla de chez Arianeplast Aluminium métallisé |
| Numéro de pièce | Poids | Temps d’impression | Volume de la pièce | Longueur de la pièce | Largeur de la pièce | Hauteur de la pièce |
| 043 | 212g | 40h20mm | 530 cm3 | 150 mm | 149.9 mm | 150 mm |
| 044 | 139 g | 41h32mm | 342 cm3 | 210.59 mm | 123.38 mm | 126 mm |
| 046 | 139 g | 41h17mm | 340 cm3 | 210.59 mm | 123.38 mm | 126 mm |
| 047 | 211 g | 40h23mm | 534 cm3 | 150 mm | 149.9 mm | 150 mm |
| Remarque et modification : | ||||||
| Profile sur Zortrax : Z-Glass sans utilisation de Z-temp Layer : 0.19 mm |
||||||
| Retour au sommaire |
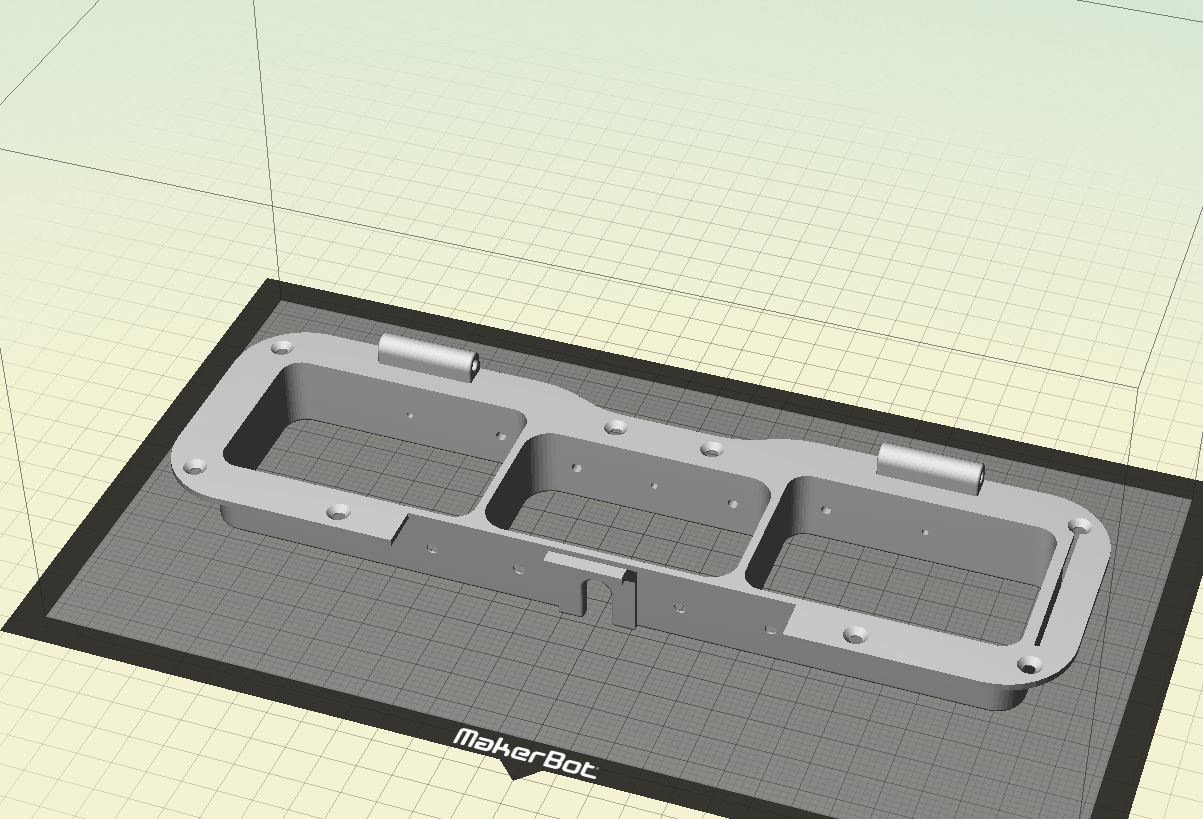
![]()
| Retour au sommaire |
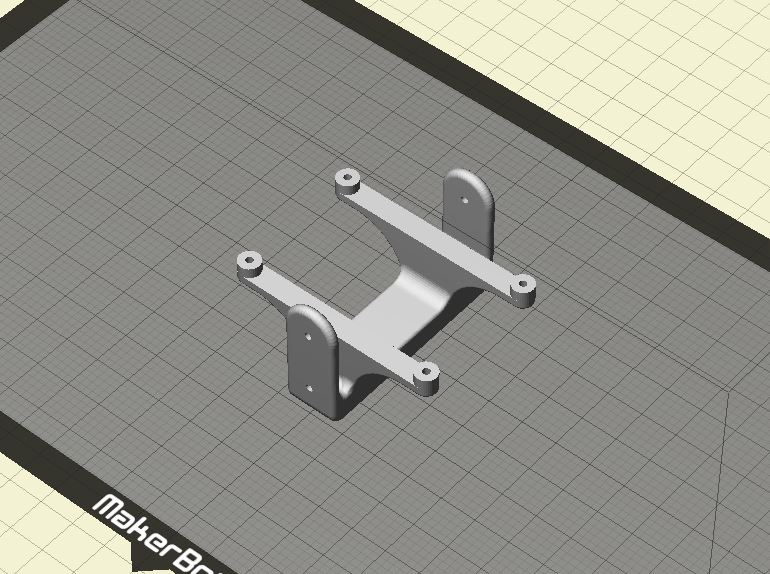
![]()
 Maya support carte thorax – RedOhm 001 . Pla de chez Arianeplast Aluminium métallisé |
 Maya support carte thorax – RedOhm 002 . Pla de chez Arianeplast Aluminium métallisé |
| Remarque et modification : | ||
|
Poids de la pièce en : Pla de chez Arianeplast Aluminium métallisé 112 g |
||
| Longueur en mm | Largeur en mm | Hauteur en mm |
| 158.8 mm | 192.98 mm | 37mm |
| Retour au sommaire |
Archive pour les construction avant le 01/06/2017Vue éclatée du thorax et des épaules de Maya
|
||
|
Nous laissons à disposition les anciens fichiers avant la modification validée du 01/06/2017. Dans ce dossier archives, vous retrouverez l’ancien éclaté ainsi que les fichiers de la même époque pour la réalisation du thorax. |
||
Ensemble des 4 pièces composant le buste 043, 044 , 046 , 047 pour la version avant le 01/06/2017
|
||
| Retour au sommaire |
![]()
Vue éclatée du bras droit pour le choix des pièces |
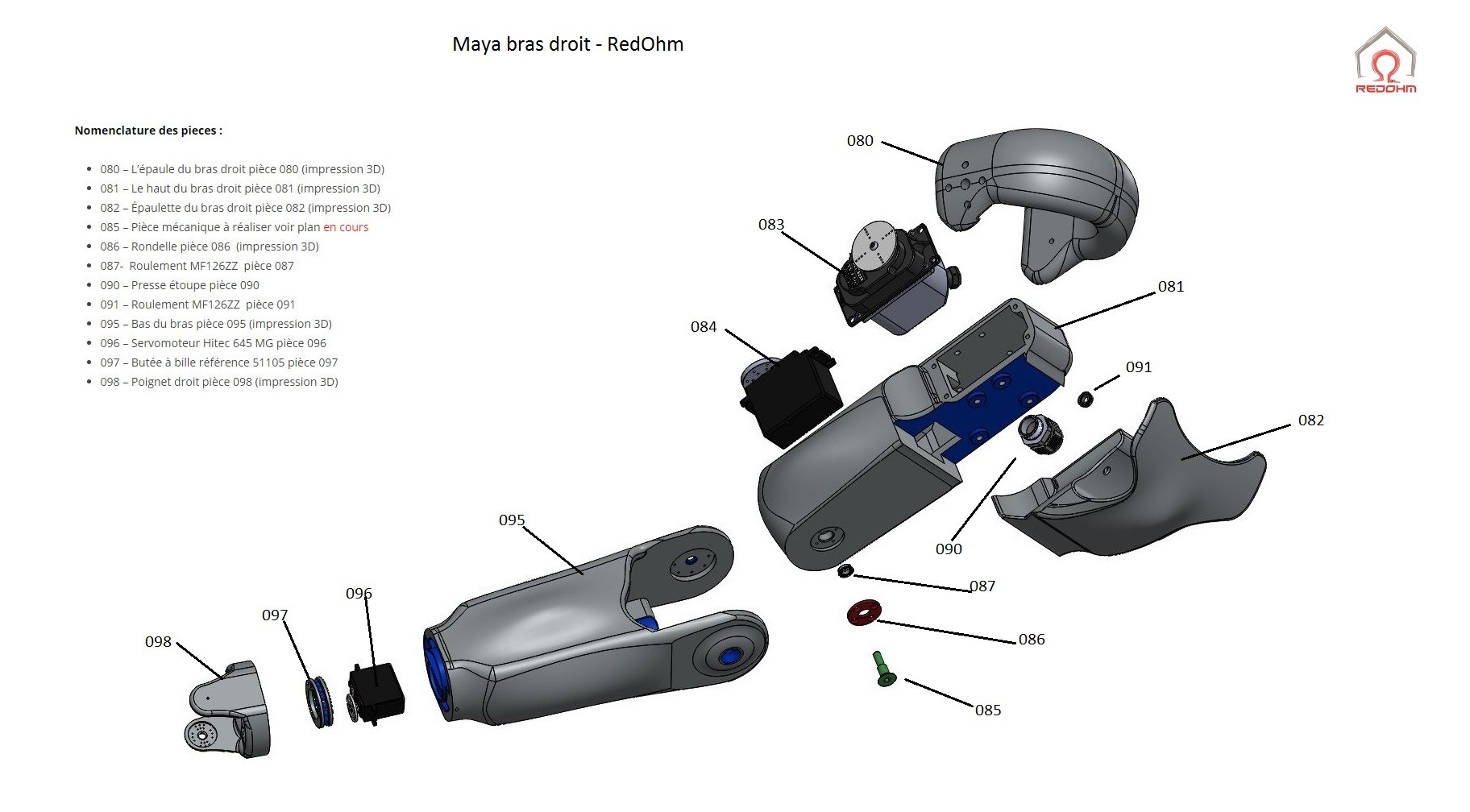
Maya éclaté du bras droit pour le choix des pièces – RedOhm 003
Nomenclature des pieces :
| Retour au sommaire |
![]()
Ensemble des fichiers à télécharger du bras droit |
Robot Maya épaule droite pièce 080 – RedOhm
Information pour l’impression |
||||||
| Numéro de pièce | Poids | Temps d’impression | Volume de la pièce | Longueur de la pièce | Largeur de la pièce | Hauteur de la pièce |
| 080 | 331g | 19h17mm | 725 cm3 | 159 mm | 92 mm | 138 mm |
| 081 | 792g | 65h45mm | 1019 cm3 | 98 mm | 290 mm | 123 mm |
| 082 | 127g | 32h23mm | 425 cm3 | 165 mm | 192 mm | 92 mm |
| 086 | 3g | 0h24mm | 1.54 cm3 | 28 mm | 3 mm | 29 mm |
| 095 | 819g | 71h41mm | 954 cm3 | 123 mm | 277 mm | 106 mm |
| 098 | 60g | 6h | 55 cm3 | 79 mm | 71 mm | 61 mm |
| 099 | 2g | 0h15mm | 0.59 cm3 | 24 mm | 2 mm | 24 mm |
| Type de matière : Pla de chez Arianeplast Aluminium métallisé Qualité paramètre Zortrax : Haute Profile sur Zortrax : Z-Glass sans utilisation de Z-temp ( la matière à un aspect plus foncé ) Profile sur Zortrax : Z-Glass avec utilisation de Z-temp avec un offset de -20 ° ( la matière à un aspect plus brillant ) |
||||||
| Retour au sommaire |
Vue éclatée du bras gauche pour le choix des pièces
|
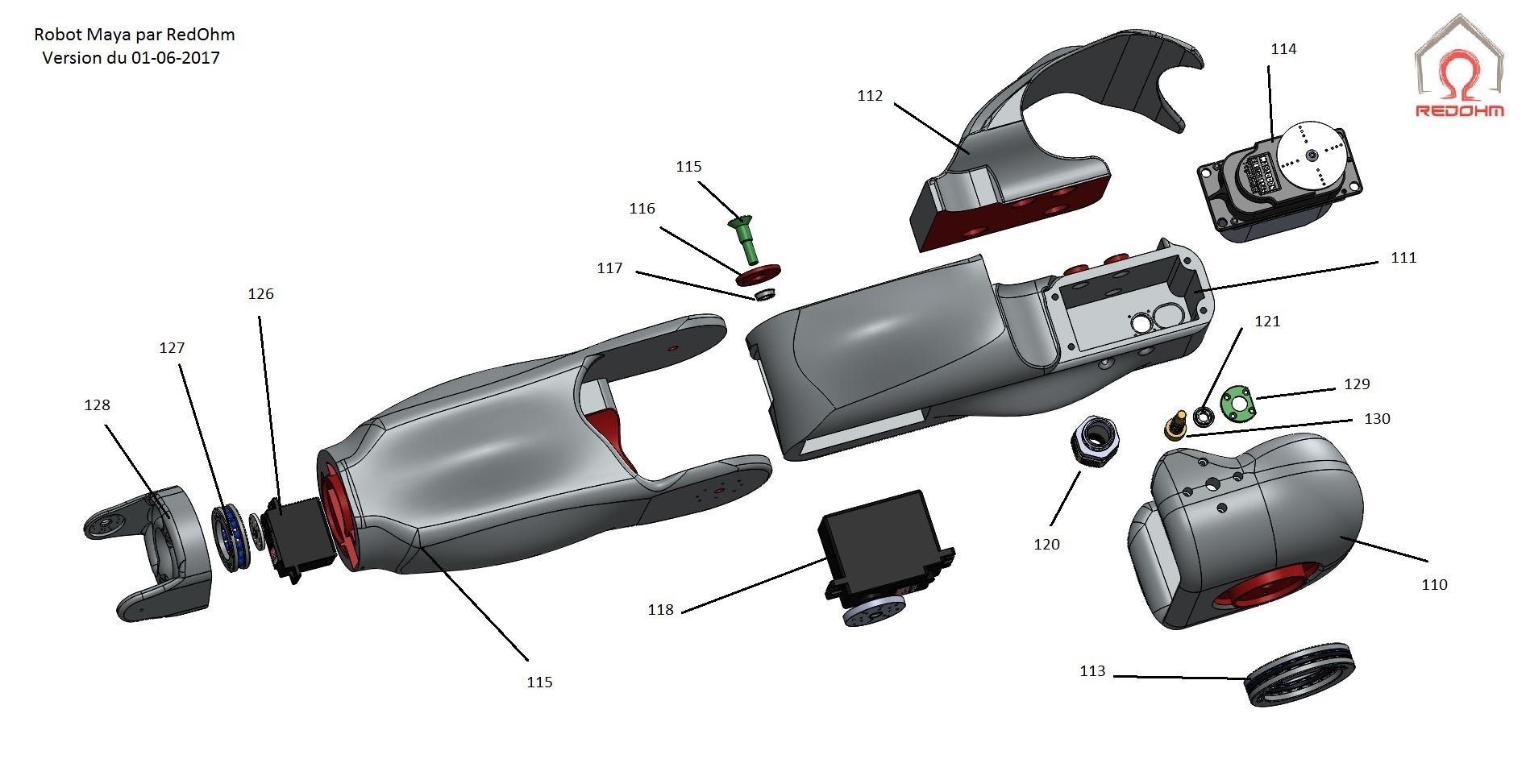
Maya vue du bras gauche éclatée Version du 01-06-2017 RedOhm
| Retour au sommaire |
![]()
 Avant bras type Terminator Version 2.00
Avant bras type Terminator Version 2.00
Mise à jour le 10/07/2019 : Retrouvez sur cette page l’ensemble des articles concernant le projet type Terminator ( album photos , plan mécanique , fichier à télécharger pour l’impression 3D etc. ).
.
Pièce 005 : paume du terminator
|
Vous avez sur cette page les principaux paramètres entre autre, la vitesse ,la température , la qualité d’impression ainsi que le poids de la matière et le temps pour réaliser votre pièce .L’ensemble de ces paramètres est applicable pour l’imprimante Zortrax (il suffira d’adapter ces paramètres pour un autre type d’imprimante 3D ) .
.
Pièce 005 : paume du terminator
.
Information pour impression :
.
Pour tout problème de téléchargement ou pour nous suivre sur les réseaux sociaux voici les plateformes sur lesquelles nous éditons.
Cliquez sur celle qui vous intéresse .
Mise à jour le 26/06/2019 . Dossier technique pour la réalisation du thorax du robot Sentinel en impression 3D
Nous vous présentons l’album photos du montage des yeux et du cou de Sentinel avec intégration dans la tête .L’ensemble a été imprimé sur une Replicator 2 en filament PLA de 1.75 mm a 216 degrés de chez Verbatim, ces photos font ressortir la facilité d’assemblage de la boite crânienne , du mécanisme des yeux ainsi que l’assemblage du cou et support cou .Soit une notice de montage de 70 photos .
Outillage nécessaire
Temps de montage nécessaire : 1h30
Dossier technique pour l’impression 3d ci-dessous
![]()




















![]()
Nous vous présentons l’album photos du montage de la tête de Sentinel .L’ensemble a été imprimé sur une Replicator 2 en filament PLA de 1.75 mm a 216 degrés de chez Verbatim, ces photos font ressortir la facilité d’assemblage de la boite crânienne.
Outillage nécessaire
Mise à jour le 17/06/2019 : Si nous devions trouver une motivation à l’existence de cette rubrique, c’est en premier lieu de partager notre expérience et d’échanger avec d’autres communautés, de communiquer sur les défauts ou les qualités des matériaux, mais aussi d’échanger des modes d’utilisation ou des améliorations à apporter sur nos machines en vue d’utiliser ces mêmes matières. Nous ne sommes pas des puristes de l’impression 3D mais des utilisateurs qui utilisent ce procédé pour construire les coques de ces robots ou d’applications variées. Notre seul but est l’optimisation de notre solution d’impression 3D.Et enfin nous échangerons aussi sur les différentes étapes de l’impression 3D qui sont pour nous la conception , la modélisation , le découpage ,l’impression , la finition .
Mise à jour le 27/06/2019 : Dossier technique pour la réalisation de la Tête du robot Sentinel en impression 3D. La version détermine le type imprimante le mieux adapté. La version 1.00 est prévue pour la Replicator 2 ou equivalente .La version 2.00 pour les autres types d’imprimantes.